厂家批发环氧树脂陶瓷涂料附着力强


- ¥15.00
- 2024-07-01 06:01:48
- 溶剂型
- 白色
- 环氧树脂陶瓷涂料
- 吕经理 13831645999
- 廊坊万腾防腐材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
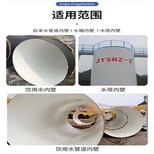
施工时将涂料的甲、乙组份按比例搅拌均匀,可用喷涂、浇涂、刷涂等多种方式,在铸铁管、钢管、管件内表面涂敷出厚度从0.4~3㎜的内衬层,可以加热固化,也可以常温自然固化,终得到致密光滑、坚如陶瓷、粘结牢固、厚度均匀,耐水、防腐蚀、电绝缘性能的内衬层。
6、内衬质量初检
① 外观检查。目视检查,内衬层表面应平整、光滑、无裂纹、无漏涂面积。
② 硬度检查。内衬层表面硬度应通过2H铅笔划痕试验。
③ 膜厚检查。用磁性测厚仪检查,膜厚应达到合同要求。
④ 漏点检查。使用高压电火花检测仪,用4000V或按合同规定电压检漏。
按合同规定质量标准,将内衬管分为两类,一类为不合格管,退出作业线安排返工;另一类为初检合格管和允许修补管,吊到缓冲区进行缺陷修补及承口和插口涂敷作业。
7、内衬缺陷修补
对内衬检验发现的漏点和其他缺陷(如:杂质、气泡等),要用配套的自干型双组份环氧修补料修补。先用电动打磨机将缺陷处及周围约50mm的衬里打毛,将修补料的A、B组份23:2混合均匀,并将其中的一部份加适量滑石粉调成腻子。先用腻子将修补点填满、抹平,再用刷子在修补处涂一层修补料,修补表面平整、光滑、外观一致,然后静置自干至固化。
8、承口和插口涂敷施工
① 用打磨机或其他手动工具将喷涂前贴在承口上的保护纸和喷涂时溅在承口上的环氧陶瓷等杂物清除干净,并将承口区全部内表面和插口端150mm宽的外表面清理至可以涂漆的要求。(注:此工序应在内衬修补前完成,以免弄脏刚修补完尚未固化的修补点。)
② 对承口和插口涂漆区的凹坑,用腻子填满、抹平。
③ 用毛刷将配好的修补料涂在承口和插口端,至少涂两遍,干膜厚度应≥150μm。
11、吊运及防护
① 吊运环氧陶瓷内衬管时,搬运工具只能接触管外壁,不准接触内衬。
② 吊运过程,不得发生管子剧烈碰撞,注意保护插口端外防腐表面。
注意事项
1、要用本公司配套供应的环氧陶瓷涂料、消泡剂、环氧腻子和环氧修补料。
2、存放或运输时铁桶应正置,远离火源,避免日光曝晒。
3、存放于防火措施合格的仓库内,在原装容器内保质期一年。
- 环氧树脂陶瓷涂料
- 路用涂料
- 吕经理
- 溶剂型
- 白色
