黔南花洒超声波焊机超声波焊接机超声波熔接机




- ¥50000.00
- 2024-12-23 15:44:52
- 焊接
- 交流
- 超声波焊接机,超声波熔接机,超声波水口机..
- 何小姐 13724594868
- 东莞市欣宇超声波机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
东莞市欣宇超声波高周波机械有限公司是一家集生产、研制、开发为一体的振动摩擦焊接机、伺服超声波等塑胶焊接与金属焊接设备生产厂家。20多年来不断引进国外技术设备,汇集了一批科技开发、检测、调试的技术人才,作为本公司坚固的技术后盾。以满足客户的产品设计和制造需要为市场导向,并以的技术水准,为客户提供贴心的服务,坚信并坚持以“、物精、快捷、诚信”为经营立足之本。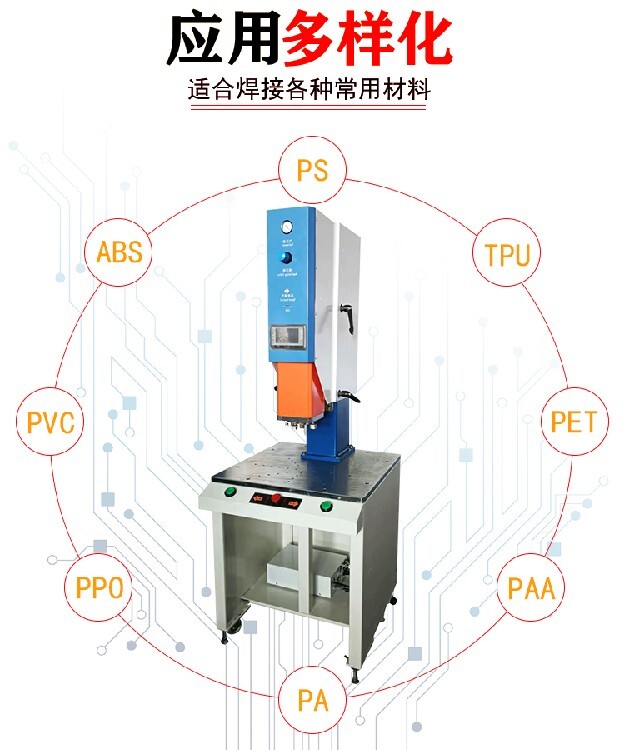
公司本着以质量求生存、靠信誉求发展的宗旨。及客户至上、服务至上的理念。经过多年的研制与开发。机器设备各方面性能经过不断的摸索和精心改良,使之投放到市场的机器设备稳定。质量完全。赢得了广大客户的一致好评。使公司规模不断扩大,实力日益雄厚。
安装与调试
装设程序
本焊机应安置在坚固,水平的工作台上。机器后面应留有大于150mm的空间,以利通风散热。
为确保安全操作,本机可靠接地,对地电阻小于4欧姆。
将三苡控制电线两头分别插入焊机后方三脚插座,并旋紧螺母。
将选择开关置于手动位置。
锁紧升降的四只螺钉,以固定超声振头,但切勿用力过度,以免滑牙。
将上焊模与超声振头之接触面擦干净,用螺丝接合,使用随机扳手锁紧,锁紧力距为25牛顿/米。
把外气源的气管接入焊接机的空气滤净器。
音波检验程序
为发挥焊机的使用效果,维护焊机的性能及安全生产,每次使用机器或更换焊模,调整焊机发振系统与振动系统的发振程度,因此该项音波检测程序非常重要。
检测前,上焊模与超声振头两者密合锁紧,检验时上焊模切勿接触工件。
合上电源开关,此时电源指示灯亮.
打开侧盖板之门页。
将选择开关按至音波检测档位置,观测振幅表之指示值,每次音波检测开关不能连续按下超过3秒。
顺逆旋转音波检测螺丝使振幅表指针在低刻度值位置。注意:振幅表指针能调到1.2(或100)刻度值以下,且确保为低刻度位置,焊机的发振系统与振动系统谱振。
- 超声波焊接机,超声波熔接机,超声波水口机..
- 超声波焊设备
- 何小姐
- 焊接
- 交流
- 逆变
推荐信息
-
 半自动欣宇超声波振动摩擦机,振动摩擦机模具振动摩擦机模具
半自动欣宇超声波振动摩擦机,振动摩擦机模具振动摩擦机模具 -
 振动摩擦机模具规格,摩擦焊接机模具北京振动摩擦机模具
振动摩擦机模具规格,摩擦焊接机模具北京振动摩擦机模具 -
欣宇振动摩擦焊接机,欣宇振动摩擦机制作精良振动摩擦机制作精良
-
 上海新款振动摩擦机模具,振动摩擦机治具新款振动摩擦机模具
上海新款振动摩擦机模具,振动摩擦机治具新款振动摩擦机模具


