常州巨人无气药芯焊丝E71T-GS供应-碳钢药芯焊丝厂家


- ¥10.00
- 2024-11-07 13:18:23
- 无气药芯焊丝E71T-GS,焊丝,药芯焊丝,自保..
- 黄志承 18052520008
- 江苏巨人焊接有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
耐磨药芯焊丝历史进程及其特点:
1958年,美国和前苏联同时研制成一种不需外加气体保护的,即目前的自保护耐磨药心焊丝。在随后的50余年时间,自保护耐磨药芯焊丝以其特有性得到了很大的发展。在美国,自保护耐磨药芯焊丝占耐磨药芯焊丝总量的30%。
目前,自保护耐磨药芯焊丝广泛用于管线建设、海洋工程、户外大型钢结构制造、高层钢结构建筑、表面堆焊等。
自保护耐磨药芯焊丝通过焊丝药芯中的造渣剂、造气剂在电弧高温作用下产生的气、渣对熔滴和熔池进行保护。自保护耐磨药芯焊丝电弧焊方法具有以下优点:
1、不需外加保护气源,焊结构简单、重量轻,便于操作;
2、电弧穿透力要大,熔滴要呈喷射状过渡,飞溅小;
3、具有优良的全位置立向下焊操作工艺性能,操作工艺性能好;
4、脱渣性能良好;
5、熔敷金属能在低温和大风等各种恶劣条件下同样获得较高的低温韧性。
所谓过期并不是指存放时间超过某一时间界限,而是指质量发生了程度不同的变化(变质)。各种类型的存放时间较长,有时在碳化铬耐磨板堆焊药芯焊丝表面发现有白色结晶(发毛)这通常是由水玻璃引起的,这些结晶不是有害的,它意味着碳化铬耐磨板堆焊药芯焊丝存放时间很长而受潮的表现。
1、对存放多年的碳化铬耐磨板堆焊药芯焊丝应进行工艺性试验,将碳化铬耐磨板堆焊药芯焊丝按规定温度进行烘干。烧焊时没有发现碳化铬耐磨板堆焊药芯焊丝工艺性能有异常变化,如药皮有成块脱落现象,以及气孔、裂纹等缺陷,则碳化铬耐磨板堆焊药芯焊丝机械性能一般是可以的。
2、碳化铬耐磨板堆焊药芯焊丝由于受潮焊芯有轻微锈迹,基本上不会影响性能,但如果要求焊接质量高,不宜使用。
3、碳化铬耐磨板堆焊药芯焊丝受潮锈迹严重,可酌情降级使用或用于一般构件焊接。好按标准试验其力学性能,然后决定其使用范围。
4、如果焊接涂料中含有大量铁粉,在相对湿度很高而存放时间较长,碳化铬耐磨板堆焊药芯焊丝受潮严重,甚至涂料中有锈蚀现象,这样的碳化铬耐磨板堆焊药芯焊丝虽经烘干,焊接时仍产生气孔或扩散氢含量很高,因而也要报废。所要求进行改进包装防止耐磨焊丝吸潮,在存储中妥善保管。
5、若是各类耐磨焊丝严重变质,药皮已有严重脱落现象,则此批耐磨焊丝应作为报废处理。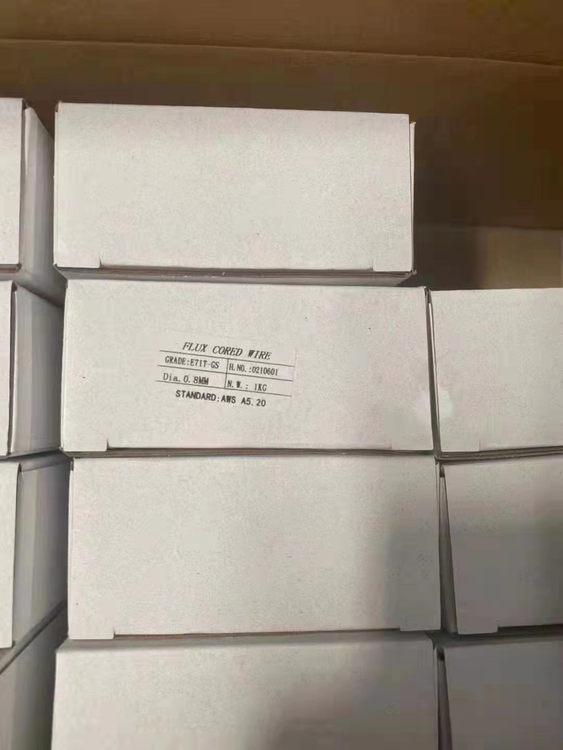
气保护药芯焊丝
1、在一定的焊接参数下,可进行全位置焊接。
2、熔敷,调整合金成分方便。
3、药芯能改变熔滴过渡的特点,从而可减少飞溅和改善焊缝成型。
4、由于是CO2气体和熔渣联合保护,因而可有效地防止气孔。
5、飞溅很少。
特点:具有焊接工艺性能优良,焊缝成形美观,焊接飞溅较小的优点,焊接时不需要使用气体或焊剂保护,从而简化了焊接工艺,节省了焊接辅料费用,堆焊层金属为高铬钼合金,具有比WID551更高的硬度和耐磨性能,堆焊式会出现细裂纹,式释放应力的结果,不影响在低冲击下工况下条件下的正常使用。
耐磨焊丝用途:用于堆焊在轻击或无冲击下经受强烈磨料磨损的工作。
- 无气药芯焊丝E71T-GS,焊丝,药芯焊丝,自保..
- 焊丝
- 黄志承



