广告
进口管板焊机 全位置管板焊机

1/1
- ¥290000.00
- 2020-03-24 08:24:26
- 进口管板焊机
- 上海
- 许经理 18964559383
- 上海焊凌智能设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
管板焊机的发展趋势
1.节能
电焊机的节能体现在空载时节能和负载时节能两个方面。空载时电焊机可以将主电路、风机等全部进入停止状态,空载功耗仅有几瓦;电焊机负载时的效率比晶闸管整流焊机要高。性能稳定
由于电焊机的工作频率为20KHZ以上,具有较快的响应速度,可以对熔滴过渡细分为多个阶段进行控制。对CO2气体维护焊来说,可以大幅降低飞溅,对脉冲熔化极MIG/MA G焊可以进行有效地控制射流过渡的稳定性,还可以将熔滴过渡和送丝机构的运动结合起来,进一步控制熔滴过渡过程,得到良好的焊缝成形,焊接性能稳定。这些都是激进整流焊机无法做到。
2.集中控制
电焊机大量采用单片机、DSPFPGA 等数字控制器,通过以太网、现场总线来实现多台焊机或者上位机与焊机之间的网络通信。不只解决了多台焊机协同作业的问题,方便焊接过程中的集中控制,而且实现了远程焊机参数的设置或监控,使电焊机远程故障诊断及维护成为可能。

管板自动焊机生产效率大幅提高:
环缝自动焊通常可以获得2-3倍甚至更高的生产效率,而且可以进行连续操作,加班操作等等。
管板焊机驱动采用步进电机系统
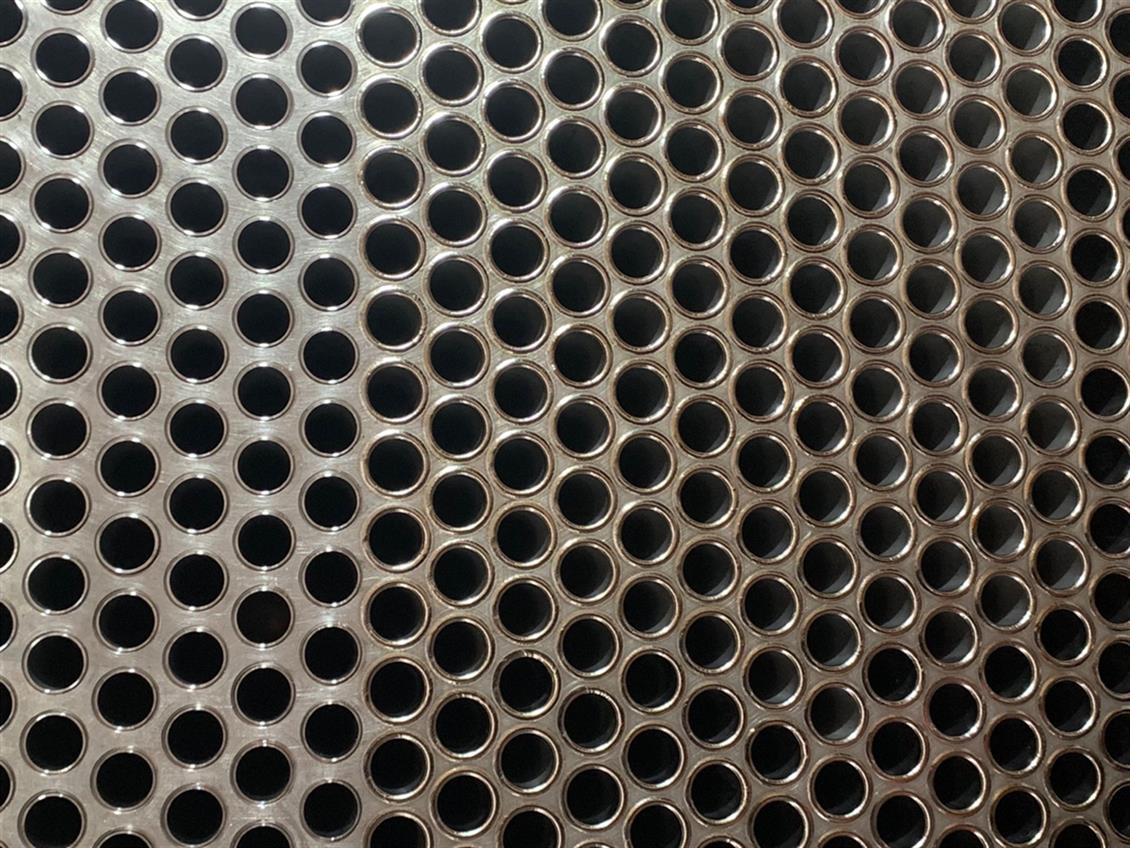
用于压力容器、锅炉、换热器等板与管的焊接
可焊接管外径Ф10mm~Ф80mm的碳钢、合金钢、不锈钢、铜及铜合金等的管与管板焊接。
龙门架三维调节配合五维微调,适合于管径和管桥较小的密集型换热器的焊接。
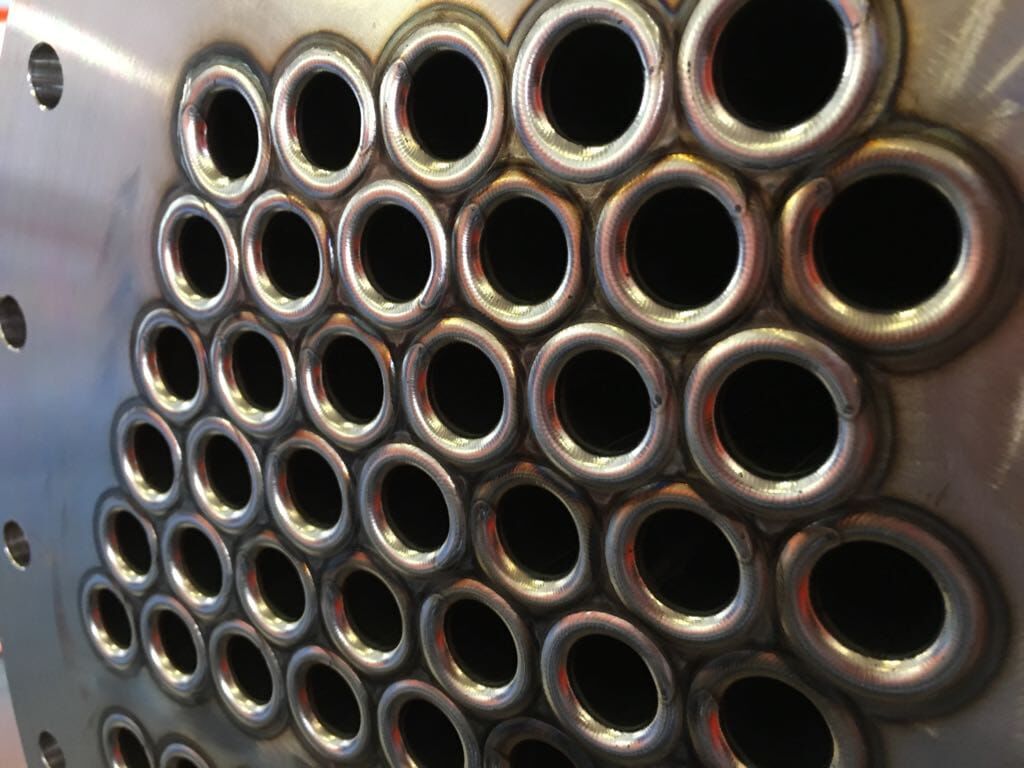
焊接机头能在水平面上作180度旋转,便于更换钨极以及送丝微调等操作。
机头采用水冷定位芯轴,避免管头溶化后内流,焊缝成型美观。
驱动采用步进电机系统,机头动作可靠。
采用松下1GBT逆变控制直流脉冲电流,焊接,电弧稳定性强,焊道成型美观。
- STELIN
- 进口管板焊机
- 焊接设备
- 上海
- 许经理
上海焊凌智能设备有限公司为你提供的“进口管板焊机 全位置管板焊机”详细介绍
进口管板焊机信息
-
 皮带纠偏器皮带机清扫器面议
皮带纠偏器皮带机清扫器面议 -
 C19400铜合金¥ 50
C19400铜合金¥ 50 -
 咨询:江西地埋式保温钢管厂家价格¥ 18
咨询:江西地埋式保温钢管厂家价格¥ 18 -
 岳阳pvc护栏pvc交通护栏户外装饰塑钢护栏¥ 25
岳阳pvc护栏pvc交通护栏户外装饰塑钢护栏¥ 25 -
 本森超跑俱乐部各类敞篷跑车高端豪车自驾摆展庆典面议
本森超跑俱乐部各类敞篷跑车高端豪车自驾摆展庆典面议 -
 气囊炎治疗方法囊畅治疗气囊炎面议
气囊炎治疗方法囊畅治疗气囊炎面议









