江苏生产铜焊条使用方法多少钱





- 面议
- 2024-09-24 11:25:14
- 铜合金焊条
- 吕子明 18678398141
- 山东上焊焊接材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
BCu93P磷铜钎料:成分 P:6.80-7.50%,铜:余量。熔化温度710-793℃,该焊料流动性好,可以流入间隙很小的接头,但钎料脆,一般用于机电和仪表工业,钎焊不受冲击载荷的铜和黄铜零件;
扁焊条的性能:钎焊温度710-810℃,熔点低、流动性好、成本低、节银、代银。
磷铜焊条的应用:适用于空调机,冷冻机,电冰箱的制冷系统的铜与铜管接头的焊接。
规格:0.8mm 1.0mm 1.2mm 1.5mm 2.0mm (500mm)
熔化温度:
固相线650℃,液相线800℃,HBPCuSn-1是含锡的磷铜钎料,能使钎焊温度降低,钎焊接头强度较好,减少了脆性,是导电性及流动性较好的铜磷锡钎料中是理想的一种钎料。
注意事项:
1.钎焊前须严格清除钎焊处及钎料表面的油脂、氧化物等污物。
2.钎焊铜时不用钎焊熔剂,但钎焊铜合金时应配合钎剂使用。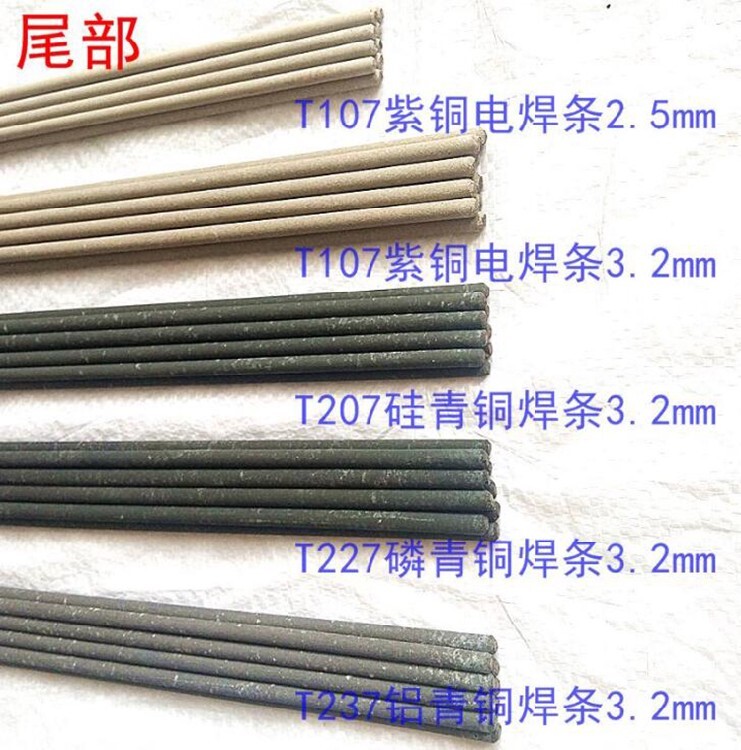
铜磷钎料适宜于钎焊铜及黄铜, 但是不宜钎焊黑色金属。 这类钎料能 很好地湿润铜及黄铜, 并扩散到边缘层, 接头的脆性比钎料本身小。 但铜 磷钎料对黑色金属的湿润性很差, 并且在结合处形成脆性磷化物, 使接头 脆性。 钎料中的磷可以还原氧化铜和氧化银, 起着钎焊熔剂作用。 因 此铜磷钎料钎焊铜和银时, 可以不需要钎焊熔剂, 但在钎焊铜合金时, 因 为磷不能充分地还原铜的合金元素形成的氧化物, 为了获得钎缝, 还 应与银钎焊熔剂配合使用。 钎焊接头的间隙为0.03-0.075mm。
说明:Cu237是以铝铁青铜为焊芯,药皮为低氢型的铜合金焊条,耐磨性及耐蚀性优良。采用直流电源,焊条接正极。
用途:广泛应用于铝青铜及其他铜合金、铜合金与钢的焊接和铸铁的焊补。如各种化工机械、海水散热器的焊接,水泵、气缸、阀门等栈焊及船舶螺旋桨的修补。
银钎焊料,具有良好的流动性和填充能力,广泛用于、冰箱、机电等行业,铜及铜的钎焊。熔点645-790摄氏度。
- 铜合金焊条
- 焊条
- 吕子明



