熔化咀融嘴电渣焊熔咀熔嘴规格

- ¥21.00/公斤
- 2022-08-01 14:17:45
- 电渣焊熔咀熔嘴,碳化钨堆焊焊条,不锈钢焊..
- 天津
- 李增倍 13072226552
- 天津铸桥焊材销售有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
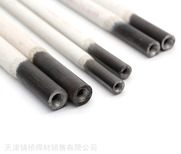
熔化咀 融嘴 电渣焊熔咀 熔嘴规格
XTH.SES-1X熔化咀
是熔化咀电渣焊中不可缺少的一种特殊焊接材料,一般采用厚壁无缝钢管作为焊芯材料,外层涂有作为脱氧绝缘和沈合金作用的药皮,焊接过程中熔咀和不断送入管芯中的焊丝同时融化,并将熔化的药皮和电渣焊剂一起形成渣池,从而形成乐儿电渣焊接的过程。
熔化咀电渣焊具有设备轻便,焊接易于掌握,焊缝一次成型,生产等优点,并特别适合于厚板焊接。由于焊接过程完全机械化,因此大大降低了焊工劳动速度,焊接时有没有强光和浓烟,所以焊工的劳动条件也得到了明显的改善。
用途:
该焊化咀主要用于钢结构的建筑,高炉、转炉、热风炉、大型容器和发电机机座等厚板的焊接。适合的钢材如Q235Q345Q390或日本的SS-41 SM-50A和SM-50B等。在一般情况下,不适用于沸腾钢的焊接。它的规格有φ6、φ8、φ10、φ12、φ14,长度根据用户要求而定。
D246耐磨堆焊焊条 型号:EDPCrSi-B
说明:D246耐磨堆焊焊条,。
用途:用于堆焊常温及非腐蚀条件下,带有磨料磨损和冲击载荷条件的零部件,如矿山、工程、农业、制砖、水泥、水利等机械的易磨损件。
熔敷金属化学成分/%
C≤1 Si 1.5-3 Mn≤0.8 Cr 6.5-8.5 B 0.5-0.9
堆焊硬度HRC:≥60


D256高锰钢堆焊焊条 型号:EDMn-A-16
说明:高锰钢堆焊焊条,(交流焊时空载电压不低于70V),堆焊时宜采用小电流,窄道焊,趁红热时立即锤击或水,以减小裂纹倾向。堆焊金属为奥氏体高锰钢,具有加工硬化、高韧性和耐磨性的特点。
用途:用于各种破碎机、高锰钢轨、挖斗、推土机等易磨损部件的堆焊。
熔敷金属化学成分/%
C≤1.1 Si≤1.3 Mn 11-16 其他≤5
堆焊硬度HRC:HB≥170
D266高锰钢堆焊焊条 型号:EDMn-B-16
说明:高锰钢堆焊焊条,(交流焊时空载电压不低于70V),与D256的区别是焊缝金属中加了钼,提高了抗裂性及耐磨性。堆焊时宜采用小电流,窄道焊,趁红热时立即锤击或水,以减小裂纹倾向。堆焊金属为奥氏体高锰钢,具有加工硬化、高韧性和耐磨性的特点。
用途:用于各种破碎机、高锰钢轨、挖斗、推土机等易磨损部件的堆焊。
熔敷金属化学成分:
C≤1.1 Si 0.3-1.3 Mn 11-18 Mo≤2.5 其他≤1
堆焊硬度HRC:HB≥170
D276/D277高铬锰钢耐气蚀堆焊焊条 型号:EDCrMn-B-16/EDCrMn-B-15
说明:高铬锰钢耐气蚀堆焊焊条,采用直流反接,D276(交流焊时空载电压不低于70V),焊缝能加工硬化、韧性好,耐气蚀,具有良好的抗裂性。
用途:用于堆焊水轮机受气蚀破坏的零件,如水轮机的导水叶片等,也可用于要求耐磨性及高韧性的高锰钢的堆焊,如铁路道岔、螺旋输送机、推土机刀刃板、抓斗、破碎刃等。
熔敷金属化学成分
C≤0.8 Si≤0.8 Mn 11-16 Cr 13-17 其他≤4
堆焊硬度HRC:≥20
- 电渣焊熔咀熔嘴,碳化钨堆焊焊条,不锈钢焊..
- 焊丝
- 天津
- 李增倍
电渣焊熔咀熔嘴信息
-
 潮州,高产火龙果苗2020年新报价2022新资讯面议
潮州,高产火龙果苗2020年新报价2022新资讯面议 -
 融嘴电渣焊的原理是什么熔化咀电渣焊熔咀价格¥ 22
融嘴电渣焊的原理是什么熔化咀电渣焊熔咀价格¥ 22 -
 中国商报公告电话、登报电话多少¥ 1
中国商报公告电话、登报电话多少¥ 1 -
 廊坊回收二手机床回收二手注塑机/迅速收购¥ 588
廊坊回收二手机床回收二手注塑机/迅速收购¥ 588 -
 海南40Cr无缝钢管500x7540Cr精密光亮管多少钱一吨¥ 4980
海南40Cr无缝钢管500x7540Cr精密光亮管多少钱一吨¥ 4980 -
 熔化咀电渣焊熔咀批发电渣焊熔嘴熔管使用方法¥ 22
熔化咀电渣焊熔咀批发电渣焊熔嘴熔管使用方法¥ 22









