硅麦锡膏,符合国际标准的





- ¥10.00
- 2025-01-03 15:18:01
- 广东
- 电子
- MiniLED锡膏,大为锡膏
- 杨先生 18820726367
- 东莞市大为新材料技术有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
常规的低温锡膏熔点为138℃。当贴片的元器件无法承受200℃及以上的温度且需要贴片回流工艺时,使用低温IGBT锡膏进行焊接工艺,能有效的保护那些不能承受高温回流焊焊接的原件和PCB, 常见低温合金有Sn42Bi58/SnBi35Ag1,其熔点为138℃/145-179℃,我们推出的低温无铅无卤锡膏,适合于要求中低温度的焊接工艺或二次回流工艺,能够有效保护不能承受高温的 PCB 及电子元器件的焊接,IGBT锡膏。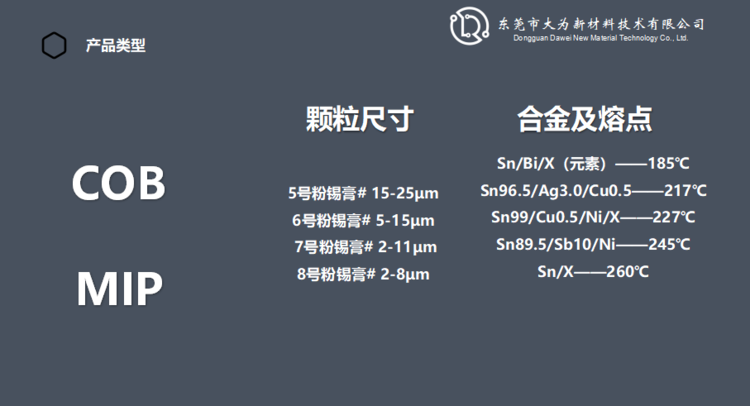
锡膏使用和贮存的注意事顶
1、锡膏应该保存在恒温、恒湿的冰箱内,温度在约为(2—10)℃。
2、锡膏使用时,应做到先出的原则,应提前至少4小时从冰箱中取出,并密封置于室温下,待锡膏达到室温时再打开瓶盖。如果在低温下打开,容易吸收水汽,回流焊时容易产生锡珠。不能把锡膏置于热风器、空调等旁边加速它的升温,这样会导致锡膏中的助焊剂与焊锡粉提前发生化学反应,从而影响后续的焊接效果。
3、锡膏开封前,须使用锡膏搅伴机对回温好的锡膏进行搅拌,使锡膏中的各成分均匀分布,降低锡膏的粘度。锡膏开封后,原则上应在24小时内用完,超过时间的锡膏应该报废处理,如果一定需要使用时,可以和刚开封的锡膏按照1:3的比例混合搅拌后使用
4、锡膏置于钢网上超过30 分钟未使用时,应重新搅拌后才能再次使用。若中间间隔时间较长,应将锡膏重新放回储存罐中,并盖紧瓶盖放于冰箱中冷藏。
5、根据印制板的面积及焊点的多少,决定次加到漏版上的锡膏量,一般次加200—300 克,印刷一段时间后再适当加入。
6、锡膏印刷后应在24 小时内贴装完成,超过时间应把PCB上的锡膏清洗掉,重新印刷。清洗时应该使用酒精或清洗液仔细清洗,防止锡粉残留在PCB上,造成焊接上的不良,清洗之后需要将PCB风干之后再使用,否则可能会出现PCB气泡的现象。
7、锡膏印刷时的佳温度为25℃±3℃,湿度为30~60%RH 为宜。温度和湿度过高,锡膏容易吸收水汽,在回流焊时产生锡珠。
锡膏的分类可以按以下几种方法:
按熔点的高低分:高温锡膏为熔点大于250℃,低温锡膏熔点小于150℃,常用的锡膏熔点为179℃—225℃,成分为Sn63Pb37 、Sn62Pb36Ag2和95.4Sn3.1Ag1.5Cu。
按焊剂的活性分:可分为无活性(R),中等活性(RMA)和活性(RA)锡膏。常用的为中等活性锡膏。
我们把能随意改变形态或任意分割的物体称为流体,研究流体受外力而引起形变与流动行为规律和特征的科学称为流变学.但在工程中则用黏度这一概念来表征流体黏度性的大小。
高温锡膏的特点:
1、印刷滚动性及下锡性好,对低至0.3mm间距焊盘也能完成的印刷(6#)
2、连续印刷时,其粘性变化极小,钢网上的可操作寿命长,超过8小时仍不会变干,仍保持良好的印刷效果;
3、高温锡膏焊接后残贸物极少,无色且具有较高的绝缘阻抗,不会腐蚀PCB板,可达到免清洗的要求。
4、具有的焊接性能,可在不同部位表现出适当的润湿性;
5、焊锡膏印刷后数小时仍保持原来的形状、无坍塌,贴片元件不会产生偏移;
6、具有较佳的ICT测试性能,不会产生误判;
7、可适应不同档次焊接设备的要求,无需在充氮环境下完成焊接,在较宽的回流焊炉温范围内仍可表现出良好的焊接性能;
8、锡银铜锡膏熔点相对较高,对炉子要求较高,但是锡银铜锡膏焊接效果很好,机械强度高
9、可用于通孔滚轴涂布(Paste in hole)工艺。
10、松香残留物少,且为白色透明,高温锡膏印刷时,保湿性好,可获得稳定的印刷性,脱模性,在钢网上可连续印刷8小时,可焊性好,爬锡好,焊点饱满光亮。
高温锡膏一般是锡,银,铜等金属元素组成,高温锡膏的熔点210-227摄氏度。LED还是推荐使用高温无铅的锡膏,可靠性比较高,不易脱焊裂开。
锡膏这个词对于焊锡行业的人员并不陌生,是SMT贴片生产加工要备的材料之一,那么锡膏如何使用?
步:锡膏回温: 锡膏通常是在冰箱中贮藏,温度一般在2-10℃左右,使用时将锡膏从冰箱中取出恢复到室温(约4小时)。
第二步:锡膏的搅拌:人工搅拌时间建议在3-5分钟左右,机器搅拌时间在2-3分钟。
第三步:印刷:不锈钢网板接触式印刷。
第四步:过回流焊。
第五步:冷却。
第六步:检验到下一到工序。
后要注意的是:已开盖的焊锡膏原则上应尽快用完,如果不能做到这一点,可在工作日结束将钢模上剩余的锡膏装进一空罐子内,留待下次使用。但使用过的锡膏不能与未使用的锡膏混装在同一瓶内,因为新鲜的锡膏可能会受到使用过的锡膏所污染而发生变质。
- MiniLED锡膏,大为锡膏
- 焊锡膏
- 杨先生
- 广东
- 电子
- 100G
- 6个月
- 是
- IOS9001
300度锡膏信息
-
 水洗锡膏,无残留,不导电,东莞市大为新材料¥ 10
水洗锡膏,无残留,不导电,东莞市大为新材料¥ 10 -
 不易发干,节省材料,大为新材料,COB灯带固晶锡膏¥ 10
不易发干,节省材料,大为新材料,COB灯带固晶锡膏¥ 10 -
9号粉锡膏,针式点胶机锡膏¥ 10
-
 东莞市大为新材料,药水清洗锡膏,温水清洗¥ 10
东莞市大为新材料,药水清洗锡膏,温水清洗¥ 10 -
MicroLED锡膏,大为新材料,钢网下锡好¥ 10
-
 焊点光泽度好,大为锡膏,Mini固晶锡膏¥ 10
焊点光泽度好,大为锡膏,Mini固晶锡膏¥ 10




