河北导电石墨电极厂家联系方式,聚兴碳素石墨电极



- 面议
- 2025-03-09 02:49:27
- 石墨电极,聚兴碳素石墨电极
- 阮训彬 18960522202
- 炭基科技(三明)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
模具厂由铜电极转用石墨电极后,应该清楚的是该如何使用石墨材料以及考虑其他相关因素。如今部分群基火花机客户采用石墨以电极放电加工,这免除了模具型腔抛光和化学物品抛光的工序却仍然能达到预期的表面光洁度。
虽说石墨是易切削的材料,但对刀具的损耗特别大,而且加工过程中产生的粉尘不仅会磨损机床内部零件(丝杠、导轨等),甚至会威胁操机人员的身心健康,所以石墨材料的加工需要使用密封性能良好的加工设备。石墨雕铣机则拥有良好的密封性,根据石墨材料的加工特性,配备了多重防护,在导轨面上安装了多层防护盔甲,有效保护丝杠导轨;配有率的集尘系统,有效吸收石墨粉尘 。在其他方面,石墨雕铣机的铸件结构稳定,加工精度高,使用寿命长,可以满足机床重切削或者高速切削的需求。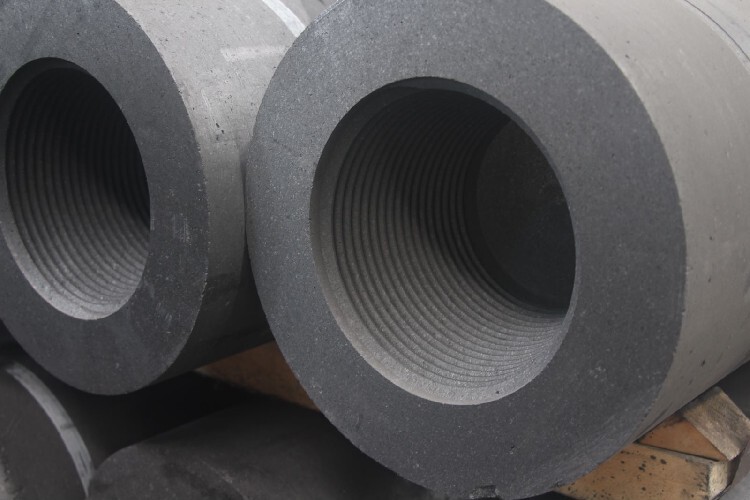
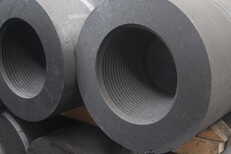
石墨用作电极、电刷、碳棒、碳管、水银整流正极、石墨垫片、电话配件、电视显像管涂料等广泛应用于电气行业。其中石墨电极应用为广泛,在使用石墨电极冶炼各种合金钢和铁合金时,强电流通过电极进入电炉冶炼区产生电弧,将电能转化为热能,温度上升,从而达到冶炼或反应的目的。此外,在电解金属镁、铝、钠时,石墨电极也用于电解槽的阳极。
石墨能防止锅炉结垢,石墨的主要用途之一是生产耐火材料,包括耐火砖、坩埚、连铸粉、型芯、模具、洗涤剂和耐高温材料。石墨制品经过加热后能释放远红外线等等。随着科学技术的不断发展,人们也开发了许多石墨的新用途。
在特种石墨行业中,通用的硬度检验标准是肖氏硬度测量法,其测试原理与金属的测试原理不同。虽然我们在对石墨的潜意识认识中,一般会它认为是一种比较软的材料。但实际的测试数据及应用情况显示,石墨的硬度要比金属材料高。由于石墨的层状结构,使其在切削过程中有非常的切削性能,切削力仅为铜材料的1/3左右,机械加工后的表面易于处理。
后呢是石墨电极材料的平均颗粒直径,石墨电极材料的平均颗粒直径直接影响到材料放电的状况。材料的平均颗粒越小,材料的放电越均匀,放电的状况越稳定,表面质量越好。颗粒越大,放电的速度就越快,粗加工的损耗越小。主要是放电过程的电流强度不同,导致放电的能量大小不一。但是放电后的表面光洁度也会随着颗粒的变化而变化。
- 石墨电极,聚兴碳素石墨电极
- 电极材料
- 阮训彬