广东“TJKJ”牌石墨电极厂家批发




1/5
- 面议
- 2025-03-04 05:07:19
- 石墨电极,聚兴碳素石墨电极
- 阮训彬 18960522202
- 炭基科技(三明)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
石墨材料的密度小于铜,相同体积的石墨电极的重量只有铜电极的1/5。 体积大的电极使用石墨材料非常合适,大大减轻了电火花加工机床主轴的负荷,避免了由于重量大导致电极安装不方便、加工过程中出现偏航位移等问题,表明在大型模具加工中使用石墨电极是有意义的。
石墨电有能承受大电流条件的特性,另外,在合适的粗加工设定条件下,含碳元素的钢工件在加工时产生的蚀除物和工作液在高温下产生的分解物中的碳颗粒,在极性效应的作用下,部分蚀除物、碳颗粒会粘附在电极表面形成一层保护层,了石墨电极在粗加工中的损耗极小,甚至是“零损耗”。
电火花加工中主要的电极损耗量来自于粗加工,精加工设定条件虽然损耗率较高,但因零件预留加工余量不多即加工蚀除量较少,其总体损耗量也较少。总体而言,石墨电极在大电流的粗加工中损耗会少于铜电极,在精加工中损耗可能会稍大于铜电极,二者的电极损耗情况相当。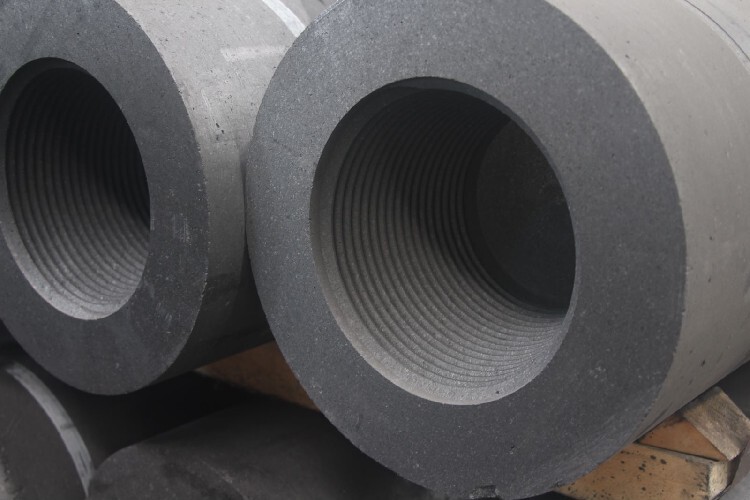
石墨电极根据其质量指标高低,可分为普通功率、高功率和功率,功率石墨电极占比近年不断提升,2016 年占比已达 38%。石墨电极下游主要包括电弧炉炼钢、黄磷工业、磨料和工业硅等,其中电弧炉炼钢占比石墨电极需求一半以上。
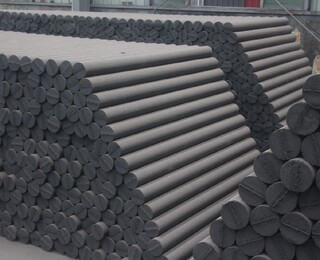
石墨电极主要以石油焦、针状焦为原料,煤沥青做结合剂,经煅烧、配料、混捏、压型、焙烧、石墨化、机加工而制成,是在电弧炉中以电弧形式释放电能对炉料进行加热熔化的导体,根据其质量指标高低,可分为普通功率石墨电极、高功率石墨电极和功率石墨电极。
- 石墨电极,聚兴碳素石墨电极
- 电极材料
- 阮训彬
炭基科技(三明)有限公司为你提供的“广东“TJKJ”牌石墨电极厂家批发”详细介绍
