虹口从事电子束焊接技术代加工


1/6
- 面议
- 2024-11-04 05:50:11
- 电子束焊接技术
- 徐忆秋 15295615092
- 波宾电子束技术(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
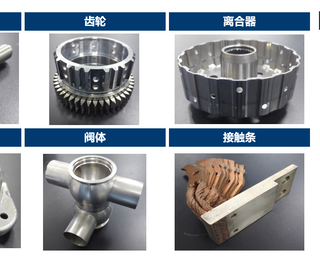
电子束焊接技能因其高能量密度和的焊缝质量,率先在国内航空工业得到运用。发动机和飞机工业中已广泛运用了电子束焊接技能,取得了很大的经济效益和社会效益,该项技能从上世纪八十年代开始逐步在向民用工业转化。汽车工业、机械工业等已广泛运用该技能。早研发电子束技能的国家是德国,仰仗和敏锐的科学研发才干,德国的电子束当时现已处于工作中的位置。
真空电子束焊机具有它特的长处,使用广泛。为了得到的焊缝,需要注意诸多问题。讨论了影响电子束焊接质量的一些工艺要素,如焊缝结构设计、工装模具、焊接参数、电子束斑驳方位、预热和退火、填充资料以及电子束盯梢焊接等。
真空电子束焊机的局限性
窄焊缝(熔化区)要求焊前对工件进行精密的准备;焊接接头边际需加工;焊接接头要求没有装配空隙或十分小的空隙(通常无填充金属);真空下进行焊接可能使被焊工件的尺度受限制;大规格工件需定制特殊设备;特殊工件需采用局部真空电子束焊;对带磁的部件敏感,即电子路径受磁场韵影响;从阴极至工件轰击点的磁场;针对被焊金属工件内部磁场需要退磁。
- 电子束焊接技术
- 自动焊锡机
- 徐忆秋
波宾电子束技术(常州)有限公司为你提供的“虹口从事电子束焊接技术代加工”详细介绍



