大连出售板框压滤机价格




- 面议
- 2025-02-09 03:16:17
- 板框压滤机
- 周小飞 13801435427
- 江苏星鑫分离设备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
板框压滤机对于滤渣压缩性大或近于不可压缩的悬浮液都能适用。适合的悬浮液的固体颗粒浓度一般为10%以下,操作压力一般为0.3——0.6兆帕,特殊的可达3兆帕或更高。过滤面积可以随所用的板框数目增减。板框通常为正方形,滤框的内边长为 320——2000毫米,框厚为16——80毫米,过滤面积为1——1200平米。板与框用手动螺旋、电动螺旋和液压等方式压紧。板和框用木材、铸铁、铸钢、不锈钢、聚丙烯和橡胶等材料制造。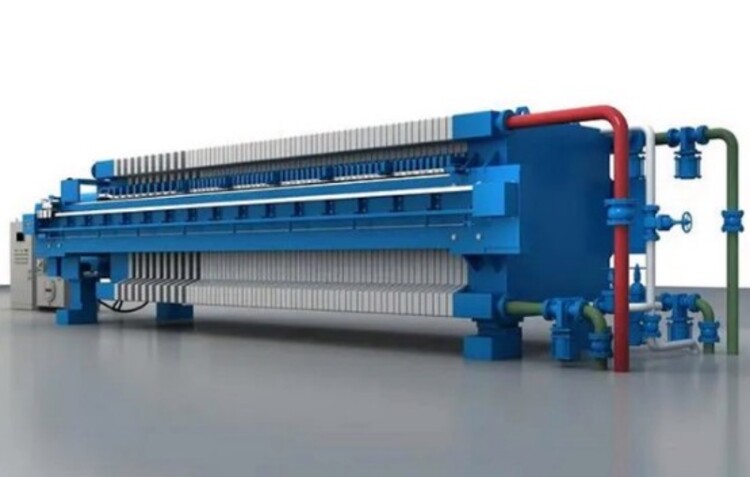
造成滤饼形不成或不均匀的原因有很多,供料不足或太稀,或者有堵塞现象都会引起这种现象。针对这些故障要细细的排查原因,终找到确切的问题所在,然后对症施治解决问题。主要的解决办法有:增加供料、调整工艺,改善供料、清理滤布或更换滤布、清理堵塞处、清理供料孔、清理排水孔、清理或更换滤布、增加压力或泵功率、低压启动,不断增压等方法。
滤饼和滤布脱离不良
(1) 检查过滤物料的流动性或浓度有无变化,如流动性或浓度不正常,则要延长过滤时间,降低滤饼的含湿率,使滤饼滤布脱离良好;
(2) 检查加药量是否合适,调整加药量;
(3) 检查进料泵的容量、压力是否合适,如不合适采取变化过滤时间等处理措施;
(4) 滤布粘连,造成泥饼不能正常卸下,将滤板或压缩板两侧滤布底端绑在一起,滤布和滤板一同拉动,使泥饼顺利卸下。
滤室充塞不足或成空室,会导致滤板两侧压力不平衡,两侧压差过大会使滤板破坏,造成这种故障多是通道阻塞,应检查板框内部污泥通道及隔膜泵污泥管路,常见的阻塞物为小块破布或滤布折叠堵塞孔道,或者污泥粘性过大,停止压滤时没有反冲洗管道等造成管路堵塞。
当压滤机用于固液别离时,长时间的工作会导致滤布和滤液之间长时间接触,再加上很强的压力,过滤液中的固体颗粒将越来越多地附着在滤布上。 滤布是经过严密的造孔编织而成的,使滤布构成特别的结构,使滤布中的固体颗粒难以排出。一旦这些颗粒堆积越多,滤布的过滤孔尺度就会被阻塞。将大大降低天然滤布的过滤速度,导致设备功能低下。清洗前,咱们需求了解滤布过滤器的性质,以便选择相应的清洗方法。滤液在酸液中时,应选用弱碱水浸泡滤布,一般浸泡10次,浸泡24小时,然后轻轻擦几回滤布,再用清水洗净,干燥至90%干。
压滤机的滤板是可移动的,通过油缸活塞杆的推动,压滤机滤板逐一靠紧排列。油缸压紧压力由液压系统提供和控制,在掉压时可自动补压(称为自动保压压滤机),油缸的压紧力。油缸压紧力是压滤机重要的参数指标,足够的压紧力是不漏料、不喷浆的前提,是压滤机脱水性能的基础。
板框压滤机工作运行的原理比较简单,先由液压施力压紧板框组,沉淀的淤泥由中间进入,分布到各滤布之间。运行中板框持续压紧,中间的水从淤泥介质中渗出流走,由于压力较大的缘故,板块本身和滤布易出现损坏或堵塞。另外,由于油渍污泥的沾染,运输系统也常常会卡涩或行走不稳。
由于压滤机的使用环境通常很恶劣,因此它要么包含有浓度的酸性气体,要么充满煤油,碱性粉尘等。从长远来看,这些腐蚀性化学物质会累积损坏过滤器的电气组件。这可能会导致电气故障并导致控制按钮无响应。当压滤机出现控制按钮操作无效的情况时,请 先检查压滤机控制按钮的结构和触点是否正常。
压滤机工作是通过液压系统发生一个强壮的动力作用于滤板上,只有这样才能让个个分开的滤板组成设备作业时要的部分——过滤室,也就是说数量的滤板在强壮压力作用下作业, 当这个压力无意间超出了滤板的承受规模时候,滤板自然就会决裂损毁。
- 板框压滤机
- 压滤机
- 周小飞