生产压滤机批发





- 面议
- 2023-10-30 15:47:09
- 磁铁矿
- 固液分离
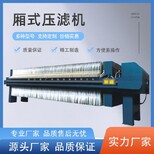
- 压滤机
- 浙江星广环保设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
压滤机工作流程一:压紧滤板
操作液压系统,使尾板朝着头板移动,并按压头板和尾板之间的所有滤板。因此,在相邻的过滤板之间形成中空的密封过滤室。
压滤机工作流程二:压滤过程
进料泵将泥浆从尾板的进料孔输送至过滤室。当过滤室充满泥浆时,压力过滤过程开始,泥浆在给料泵压力的帮助下进行固液分离。
压滤机工作流程三:松开滤板
操作液压系统并将头板返回其原始位置。
压滤机工作流程四:滤板卸载
传动牵引装置上的传动链依次拉开滤板,滤饼在自身重量的作用下脱落,由下输送机运走。
压滤机压滤初期,滤室内泥浆滤饼厚度小,滤饼阻力小,脱水速度快。通常,此时使用低扬程、大流量的泵。随着滤饼厚度和阻力的增加,压滤速度降低。此时应使用扬程高、流量小的泵。压滤工艺所需时间根据泥浆的过滤特性和工艺要求确定。达到规定的压滤时间后,停止进料,完成压滤过程。
室式压滤机在滤板中间,开一个孔,是入料管,一般直径100毫米。另一方面,在凹陷的下边或周边有排水管道孔,与排水管道相接,将过滤后的液态排出来机器设备。
厢式压滤机的滤板薄厚约为60~85mm,每片滤板呈正方形,随后在滤板两边收拢约40mm,向内凹陷。凹陷深层一般做到25mm上下,高宽比8毫米上下的突显物状况不太令人满意,但正圆形或条形。这类实际效果是使压滤机滤板在再过滤全过程中造成的滤饼触碰优良,从而支撑点滤饼。
板框压滤机对于滤渣压缩性大或近于不可压缩的悬浮液都能适用。适合的悬浮液的固体颗粒浓度一般为10%以下,操作压力一般为0.3~0.6兆帕,特殊的可达3兆帕或更高。过滤面积可以随所用的板框数目增减。板框通常为正方形,滤框的内边长为320~2000毫米,框厚为16~80毫米,过滤面积为1~1200米2。板与框用手动螺旋、电动螺旋和液压等方式压紧。板和框用木材、铸铁、铸钢、不锈钢、聚丙烯和橡胶等材料制造。
- 压滤机
- 厢式压滤机
- 余雪峰
- 磁铁矿
- 固液分离
- 全新
- 水
- 腐蚀性
- 食品
- 过滤
- 厢式
- 加压过滤
生产压滤机信息
-
 淮北压滤机生产厂家面议
淮北压滤机生产厂家面议 -
 钯棒回收,钯棒回收利用商家,淮安钯棒收购商家面议
钯棒回收,钯棒回收利用商家,淮安钯棒收购商家面议 -
 渭南压滤机多少钱一台面议
渭南压滤机多少钱一台面议 -
 成都正规跨境电商服务市场面议
成都正规跨境电商服务市场面议 -
 江北代理跨境电商服务平台面议
江北代理跨境电商服务平台面议 -
成都正规跨境电商服务时效面议







