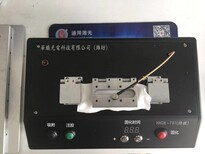
HXGKT-01高低折射智能光纤涂覆机使用介绍以及操作方法讲解





- 面议
- 2024-06-05 16:29:02
- 100米
- 光纤涂覆机
- 山东潍坊
- 杜经理 13356778928
- 潍坊华纤光电科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
【图文教学】HXGK T-01高低折射智能光纤涂覆机使用介绍以及操作方法讲解
一、背景前序:
产业背景,伴随光纤通信的高速化、大容量、规模化、成产业集群的发展趋势,在科研及实验应用领域,除了常规光纤的大量使用,对以偏振保持光纤为代表的特殊光纤的需求不断增加。在加工及生产应用领域,光纤传感、光纤光栅、光纤激光器应用不断普及,对大口径光纤的需求也逐渐增加。在处理这些特殊光纤时候,在熔接之外,对熔点保护方面有良好的性能的半自动光纤涂覆机的应用随之普及。
技术背景,伴随5G产业的飞速发展,光纤传输性能的要求越来越高,光纤熔接处理的要求越来越精密,热缩套管必将被淘汰,光纤涂覆技术逐步从科研、产品处理等方面向全领域发展。
设备开发层面,以往的光纤涂覆机,特别是进口,存在注胶管容易堵塞、注胶浪费、溢胶严重、固化时间长等缺陷。这些都是适合研发用途的产品,在要求生产效率及胶水节约等方面,无法充分满足客户的需求。特别是在定制需求方面难以及时有效地满足本土需求。
新产品“HXGK系列”以“适合用于制造的涂覆机”为产品概念,将所搭载功能限制在适合用于制造现场、必要且充分的功能范围内。实现产品小型化,成功改善性价比。在解决上述存在的问题方面展现很好的本土融合度。
二、产品参数:
光纤涂覆机“HXGK系 列”推出
~ 适合用于光纤熔点保护、裸纤涂覆、替代热缩套管、光学零部件、光纤传感和光纤激光器的制造~
HXGK系列是一种半自动光纤涂覆机,其搭载部分应用在偏振保持光纤和大口径光纤等光学零部件、光纤传感及光纤激光器制造中所需的功能。
新产品“HXGK系列”,包括用于制造光学零部件和光通信设备的普通光纤、保偏光纤及高强度光纤的“HXGK-T01(280um、430um、600um、900um)”, 以及用于制造和维护光纤激光器的大口径光纤涂覆机“HXGK-T02(定制其他芯径)”,涂覆层直径200微米~1000微米。
其主要功能如下:
1、兼容高、低折射率胶水;
2、配置自动注胶系统,控制注胶量;
3、标配模具的大涂敷长度为50mm;
4、采用真空吸附夹具,限度减少光纤夹持损伤;
5、采用LED灯固化,缩短固化时间,提高固化强度;
6、采用继电器调整固化时间,0.1秒调整精度;
7、采用石英涂覆模具,涂覆层的尺寸和稳定性,几何精度高,使用寿命长。
8、半自动控制,操作简单。;
9、便捷式的树脂储存器和注胶泵设计,可实现树脂的快速填充或 更换;可配置双注胶系统,任意切换固化胶水;
10、可配置加长模具,大涂覆长度可提高到100mm;
11、可配置非标尺寸磨具,涂覆特种光纤;
12、能涂覆无色(高低折射率均可)和彩色紫外固化胶。;
13、可定制非标涂覆装置,装配到其他设备或产线上。
主要技术参数:
接受定制需求,包括技术合作要求、产线配合要求、特殊尺寸要求等。
解决注胶管路堵塞问题。
涂覆时间可缩减至1s(PC373等低折射胶水时间约为7s,dsm-950-200等高折射胶水时间约为1s)。
可实现树脂半自动注入功能,地控制每一次涂覆的注胶量。解决溢胶问题,胶水沿着光纤槽走胶,不大量溢出到玻璃片上,节省胶水60%左右。
三、案例分析:
订制案例:
250um直径光纤的涂覆后直径特殊需求,要求低于常规的280um或者尽量接近或与原光纤直径一致。分析如下:
1、经过大量技术验证,280um的涂覆直径是合理的涂层,适用于进口及国产各类型号胶水均能涂覆效果。之所以建议需要涂覆的部分直径要大于250um,目的是为了把光纤切割断面完全包起来,否则在两侧断面处可能产生间隙或者气泡。
2、如果有需求要求接近原直径,建议可以将直径增加10um-15um,260um-265um也可以比较稳固的保护边界断层,建议用好一些的胶水,例如dsm、或者pc等性能稳定胶水。
3、如果单是进行破损点修复,例如半弧形破损、或者短距离切割断面,可以进行接近原直径250um,以点胶方式进行满注即可,该方式不适合10mm以上断面。
技术分析案例:
解决了部分进口设备常见三大问题(注胶管容易堵塞;注胶浪费,溢胶严重;固化时间长),避免维修困难及维修时间长等问题,设备返修率低、皮实,提升使用效率。
1、注胶管堵塞:
产生原因:
A、吸气注胶,注胶停止后仍然有余胶注入,过压导致过量注胶,注胶头中余胶堵塞。
B、固化时间长,高折射胶水二三十秒,低折射胶水80-120s的长固化时间,逐渐的固化了注胶头中堵塞的余胶,举例就像水管中的水垢,一点一点的积累导致管路堵塞,尤其在设备逐步老化过程中比较明显,会影响注胶量及均匀度。
解决方式:
A、特殊的压气式注胶及回流方式,解决过量注胶以及注胶管路堵塞问题。
B、特的紫外固化系统设计,缩短固化时间,避免固化时间过长而固化注胶管中残余胶水,延长注胶管返修率及使用时间。
2、 注胶浪费:
产生原因:自动注胶方式为避免注胶不均或者有缺点,采用满注方式,过量注胶。同时溢胶严重,玻璃片上胶水过多,影响玻璃片使用寿命。
解决方式:实现树脂半自动注入功能,适用于不同的、随机的、使用所需的剥纤长度,地控制每一次涂覆的注胶量。特殊的涂覆模具设计,解决玻璃片溢胶问题,胶水沿着光纤槽走胶,不大量溢出到玻璃片上,单次涂覆节省胶水60%左右。
备注:不是所有的设备都需要全自动设计,非真正智能化的自动设计意义是有限的,半自动半自动注胶模式:区别于传统的手动摇杆控制及全自动定时定量注胶,按钮控制注胶,长按按钮开始注胶,松开后注胶停止,根据实际需求及光纤长度不同人工控制注胶长度,上层夹具是透明石英玻璃,可以随时观察注胶进度,到光纤切割端面注胶会停止流动,此时即可松开按钮停止注胶。
3、固化时间长:
特的紫外固化系统设计,将固化时间缩减(PC373等低折射胶水时间约为7s,dsm-950-200等高折射胶水时间约为1s),提高了光纤涂覆机使用效率,直接有益于客户的生产效率。
四、操作说明:
一、清洁涂覆夹具
涂覆夹具包括上、下两片光滑的石英片,每片的中间有一个半圆形槽,为了使上下两石英片扣和形成的圆形腔,需要清洁附着在石英片表面的灰尘,可以使用无尘纸沾酒精来清洗。
用沾有酒精的无尘纸轻轻擦拭石英片,擦拭时候注意从一边单向擦拭,切勿来回擦拭(来回擦拭擦不干净,同时容易损伤石英表面镀金层),擦拭完毕后稍等残余酒精挥发或者用干的无尘纸再擦拭一遍后进行下一步操作。
请注意:清洗时需轻轻擦拭,以防划伤石英片光滑表面
二、连接电源
三、打开涂覆机电源开关
打开开关后,左上角电源灯常亮即可。
四、光纤放置
1、打开涂覆夹具上盖和左右两夹具的上盖
2、确保涂覆夹具和光纤夹具干净
3、打开真空吸附控制开关
4、先对准位置,是光纤剥除部分在涂覆夹具半圆槽中 ,然后把光纤放置于真空V型槽中,再次检查光纤剥出部分的位置;
5、先合上一侧的夹具,此时轻轻拉直光纤,确保光纤处于绷紧状态,再合上另一侧夹具。光纤始终应处于一条直线,并且都在相应的槽中;
6、轻轻合上涂覆夹具,全部扣合完毕,确保光纤在光纤槽中,没有偏出后,关闭吸附键。
五、注胶
按下注胶控制按钮,从上透明石英片观察胶水走向,直至涂覆胶覆盖到光纤剥出部分的两边,再次按下注胶控制按钮,停止注胶。
备注:注胶键需要持续按住,停止按下则注胶停止。
六、固化
1、按下UV灯控制按钮,UV灯会持续亮系统设定时间后熄灭;固化键是一次触发,自动走完固化时间,无需长按。
备注:固化时间显示下方按钮为时间调节按钮,单位为:0.1s,PC373等低折射胶水时间约为7s,dsm-950-200等高折射胶水时间约为1s,可根据固化软硬需求程度不同进行调节。
2、等待10秒后,打开夹具上盖;
3、双手拿住涂覆夹具上盖两端,轻轻向上打开;
4、涂覆后的光纤可能粘在上部或下部石英片上,在这种情况下,双手拿持光纤两端,轻轻地施加少许力,使光纤和石英片分离;
5、观察涂覆后的光纤是否合格,看其是否光滑,是否有气泡;
6、用蘸有丙酮的无尘纸擦拭干净涂覆模块的上下石英片。
七、额外保护(可选)
向涂覆处涂抹少量704硅橡胶,轻轻推动热塑管,(热塑管防止熔接处受损断裂)。
五、注意事项:
待涂覆处包层不能有灰尘,要清洁
操作时不能用手直接接触裸露包层部分
如果造成了包层污染,要进行二次清洁,待酒精完全挥发后再进行涂覆
选择合格的涂覆胶,注意区分高低折射率
不要使用过期的涂覆胶
及时清洁涂覆后模具上的残留胶水,避免损坏夹具
六、一般故障处理方式:
注胶键按下未出胶
有可能是注胶嘴堵塞,认真清洗注胶嘴
固化结束光纤表面不光滑
上次使用结束石英块半圆槽未清理干净,导致有参与胶体附着在槽内,重新清洗石英块半圆槽
- 光纤涂覆机
- 光功率计
- 山东潍坊
- 杜经理
- 100米
- 交流
光纤涂覆机信息
-
 武威地埋穿线涂塑钢管货真价实¥ 150
武威地埋穿线涂塑钢管货真价实¥ 150 -
 宏盛销售年糕机热销十年白粿机宁波年糕机厂家指导¥ 3600
宏盛销售年糕机热销十年白粿机宁波年糕机厂家指导¥ 3600 -
 内蒙古鄂尔多斯15吨天然气锅炉制造厂家直销电话¥ 28900
内蒙古鄂尔多斯15吨天然气锅炉制造厂家直销电话¥ 28900 -
 保山便宜卖二手品牌挖掘机¥ 30000
保山便宜卖二手品牌挖掘机¥ 30000 -
 鹿城区竹篱笆竹围栏PVC护栏塑钢护栏2020年厂家供应¥ 26
鹿城区竹篱笆竹围栏PVC护栏塑钢护栏2020年厂家供应¥ 26 -
 盘锦铁杉木方加工厂家四面见线¥ 1650
盘锦铁杉木方加工厂家四面见线¥ 1650







