武汉定制晶圆理片器硅片对边器






- 面议
- 2025-01-24 00:54:20
- 晶圆理片器,半导体理片器,晶圆寻边器,晶..
- 张先生 15962404138
- 苏州硕世微电子有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
产品特点:
立自主知识产权的直线型单臂机械手,具有高可靠性、高稳定性。
设备配有FFU,采用全封闭结构,可发挥超洁净性能,其洁净度达Class1。
可实现对晶圆缺口的检测并依据缺口位置对晶圆进行定位。
配备CCD传感器及图像处理软件,可对晶圆ID刻号进行识别与读取;
可依据客户需求,非标定制。
在过去三十年期间,切片(dicing)系统与刀片(blade)已经不断地改进以对付工艺的挑战和接纳不同类型基板的要求。新的、对生产率造成大影响的设备进展包括:采用两个切割(two cuts)同时进行的、将超程(overtravel)减到小的双轴(dual-spindle)切片系统。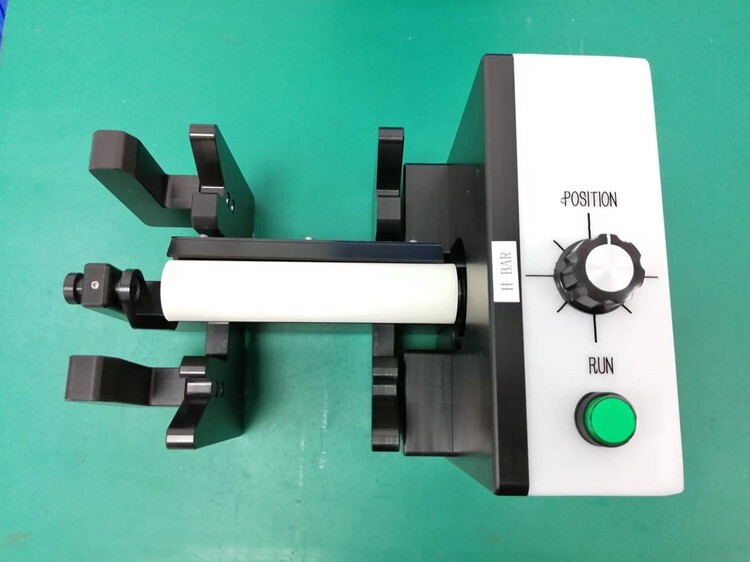
在芯片的分割期间,刀片碾碎基础材料(晶圆),同时去掉所产生的碎片。材料的去掉沿着晶方(dice)的有源区域之间的切割线(迹道)发生的。冷却剂(通常是去离子水)指到切割缝内,改善切割品质,和通过帮助去掉碎片而延长刀片寿命。每条迹道(street)的宽度(切口)与刀片的厚度成比例。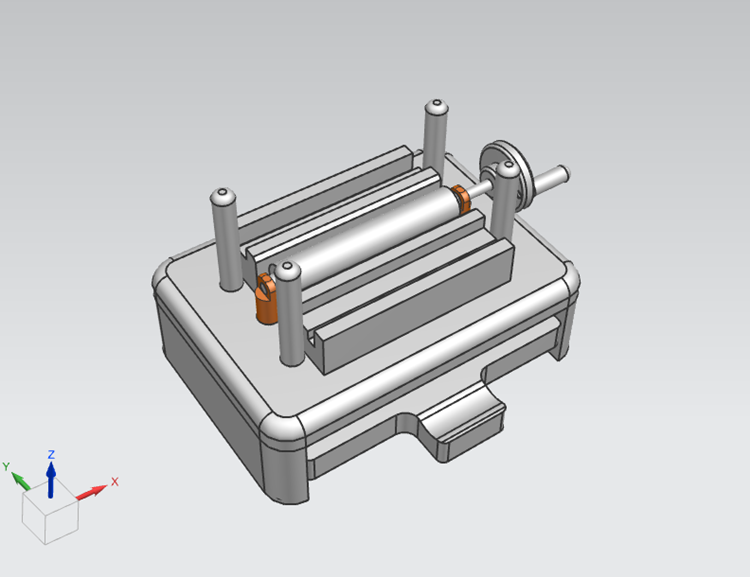
在许多晶圆的切割期间经常遇到的较窄迹道(street)宽度,要求将每一次切割放在迹道中心几微米范围内的能力。这就要求使用具有高分度轴精度、高光学放大和对准运算的设备。当用窄迹道切割晶圆时的一个常见的推荐是,选择尽可能薄的刀片。可是,很薄的刀片(20µm)是非常脆弱的,更容易过早破裂和磨损。结果,其寿命期望和工艺稳定性都比较厚的刀片差。对于50~76µm迹道的刀片推荐厚度应该是20~30µm。
以稳定的扭矩运转的系统要求进给率、心轴速度和冷却剂流量的稳定。冷却剂在刀片上施加阻力,它造成扭力。新一代的切片系统通过控制冷却剂流量来保持稳定的流速和阻力,从而保持冷却剂扭矩影响稳定。
随着信息化时代的到来,我国电子信息、通讯和半导体集成电路等行业迅猛发展,我国已经成为世界二极管晶圆、可控硅晶圆等集成电路各种半导体晶圆制造大国。传统的旋转砂轮式晶圆切割技术在实际生产中受到工艺极限的影响,晶圆加工存在机械应力、崩裂、加工效率低、成品率低的情况,的限制了晶圆制造水平的发展。传统晶圆切割手段已经无法满足晶圆产品率、生产需求。因此,旋转砂轮式切割工艺所伴随的问题是无法通过工艺本身的优化来完全解决的,亟需采取新的加工方式解决晶圆切割划片的瓶颈;现有划片机自动化程度及功能都很难满足电子器件生产的可靠性和技术性能要求。
- 晶圆理片器,半导体理片器,晶圆寻边器,晶..
- 可控硅
- 张先生


