冷锻散热器定制,泰州冷锻散热器厂家批发




- 面议
- 2024-11-15 07:00:29
- 冷锻散热器,冷锻散热器定制,冷锻散热器,..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
冷锻散热器可采用纯铝AL1070.1050一体式挤压成型。AL传热系数为22670W/m.k,合金铝(6063)传热系数为180W/m.k,而普通压铸铝(A380)传热系数仅为96W/m.k。传热系数越大,LED释放热量可以传递得更快,更有利于LED灯具的整体散热。
冷锻散热器基板(底板)与鳍片一体成型,之间无间隙。基板的热量可以不隔离地传递到散热鳍片上。汽车铝零件和纤维焊接零件,通过汽车加工铆接或纤维焊接工铆接或纤维焊接在一起,之间有间隙;产生间接热阻,同时使用灯具,也会导致间隙和增加,会增加热阻,不利于热传导。
工艺特点
高传导性.高散热性外,进口CNC加工中心充分了、更持久的尺寸.质量稳定.表面易于处理。根据测量,纯铝冷锻的散热性能是同类压铸产品的两倍.目前大功率是同类型铝型材车制产品的两倍LED照明设备散热的佳解决方案。
冲压是对薄板的冷挤压加工,
冷锻是材料再结晶温度以内的成型加工,
热锻是材料再结晶温度以上的成型加工,
压铸和注塑相比,液化金属在模具中冷却成型
铝挤压是将液体金属通过金属模具分离挤压而成的
由于工况极端,模具的使用寿命与设计中使用的材料有关。
对于尺寸精度,于设计要求。一般来说,铝挤压高,压铸和冷锻也高。
冷板(chillplate, Cold plate)是作为水冷散热系统对热影响很关键的一个部件,热设计的目的就是要在有限的空间内通过对产品流道的合理布置从而有效的降低冷板的热阻。布置流道就是要在客户的限制条件下如冷板的尺寸,流体的流量,流体特质Pump的P-Q,产品使用的环境等,满足散热性能。
提升冷板的散热性能主要依靠:
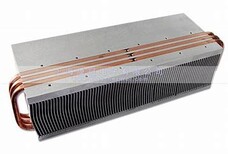
1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。
2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。
3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。
焊接设计要注意:
Ø采用氩弧焊接需要开适合焊接的斜坡口;
Ø钎焊、搅拌摩擦焊需要严格控制焊缝的间隙,间隙在0.05~0.10mm之间;
Ø无论何种焊接方式对焊料的选择都焊料与母材的材质相近,否则因产品处于盐溶液当中产生原电池反应腐蚀焊缝。
Ø对于焊接会产生变形,焊接前产品需对厚度留有余量,以免后加工使产品尺寸无法
水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接
- 冷锻散热器,冷锻散热器定制,冷锻散热器,..
- 散热器
- 唐工



