泰州弧焊机器人厂家


1/2
- 面议
- 2025-03-10 03:56:53
- 弧焊机器人
- 周经理 13774380046
- 成都圣锐思机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
提高劳动生产率。机器人没有疲劳,一天可24h连续生产,另外随着高速焊接技术的应用,使用机器人焊接,效率提高的更加明显。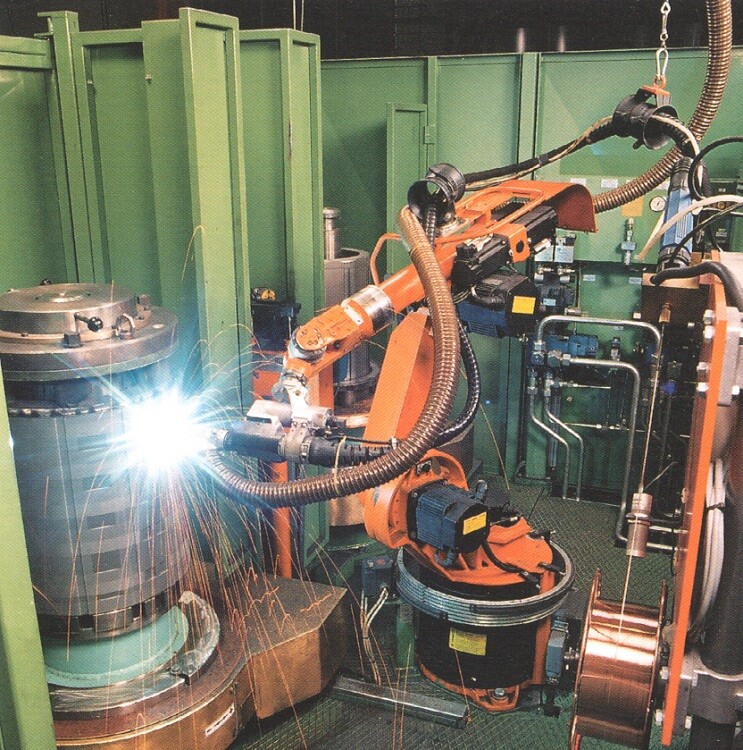
弧焊机器人采用交流伺服驱动技术以及、高刚性的RV减速机和谐波减速器,具有良好的低速稳定性和高速动态响应,并可实现免维护功能。
协调控制技术:控制多机器人及变位机协调运动,既能保持焊枪和工件的相对姿态以满足焊接工艺的要求,又能避免焊枪和工件的碰撞。
焊缝轨迹跟踪技术:结合激光传感器和视觉传感器离线工作方式的优点,采用激光传感器实现焊接过程中的焊缝跟踪。
还可以利用直线插补和圆弧插补功能焊接由直线及圆弧所组成的空间焊缝。弧焊机器人主要有熔化极焊接作业和非熔化极焊接作业两种类型。
选择性扩展以下装置:送丝机、清枪剪丝装置、冷却水箱、焊剂输送和回收装置(SAW时)、移动装置、焊接变位机、传感装置、除尘装置等。
- 圣瑞思
- 弧焊机器人
- 智能机器人
- 周经理
成都圣锐思机电设备有限公司为你提供的“泰州弧焊机器人厂家”详细介绍



