香港型材散热器指导报价,型材散热器和插片散热器






- 面议
- 2024-06-16 03:52:38
- 型材散热器,型材散热器和插片散热器,型材..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
选择铝型材散热器,好选择高压铸铝模块组合散热器。这个散热器是一个整体压铸成型,所以没有焊接渗水问题。此外,其大的优点是产品不受社区供暖系统的限制,即使在开放式锅炉系统中也可以避免氧气腐蚀因为模块组合设计的选择,一旦室内温度不够,也可以在第二年安装.为了满足自己的需求,两片不需要像钢散热器一样更换整组暖气。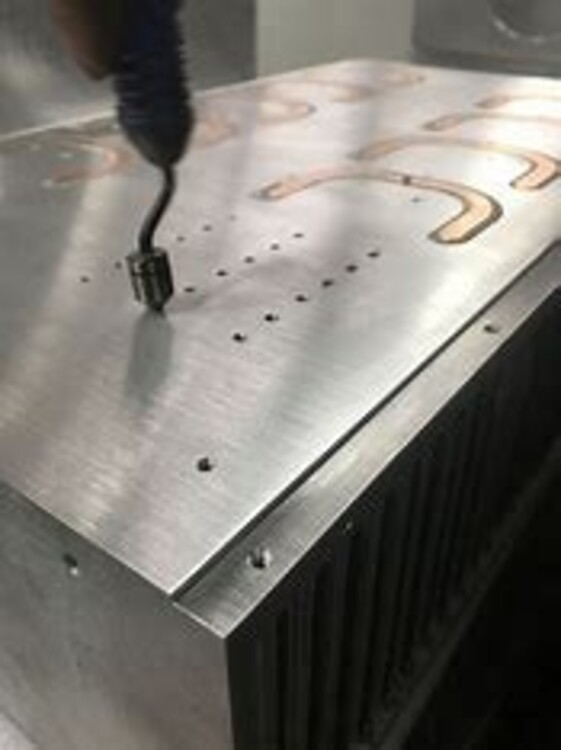
翅片拼凑:先制作翅片,然后将翅片的根部折叠在一起,压力加工后卡紧,片段紧密咬合成一个整体。这个过程可以随意制成总宽度.高翅片散热器。问题是片与片之间是分体的,导热阻大。导热性大大降低。
插入式类型:由底板和多个翅片组成。在底板的一侧铣削插槽,将翅片的一端插入插槽中,并将其卡紧。这种散热器只有少数铝板的顶部插入底板。当接触导热面积有,热阻会稍大。热阻参数的一致性也很差。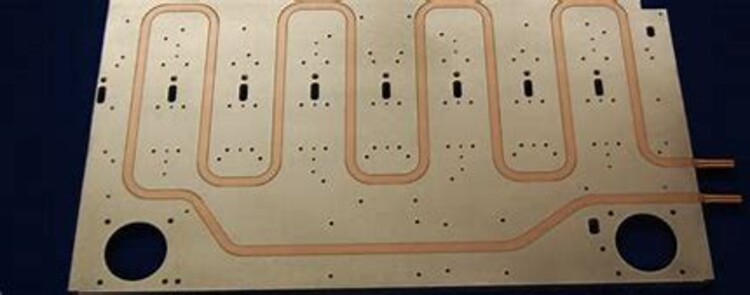
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。
水冷板的强度。采用深孔加工,或者尽量小面积焊接是提高强度的方法;可以分多处小块焊接,尽量避免大面积盖板焊接
水冷板的承压和泄漏测试
依照客户规格对产品性能进行测试
承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。
干燥的空气通入产品,保压2小时,产品放入水中或者焊缝涂上肥皂液观察产品是否泄露。鉴于气体的可压缩性,气体测试通常比较危险,产品若承受不了气体的高压,压缩气体瞬间释放能量会产生爆炸,该方法在实际操作中较少使用
在产品首批测试的时候,由于无法知道产品确切的能抗多少压力,所以测试的时候不可一次性将产品内通入大的压力,可以逐步从低压(20%,50%测试压力)往产品内通入介质,保压3~5分钟,观察产品是否变形、泄露,后增加至测试压力,观察是否泄露变形,产品在无法抵抗压力爆裂前都会变形,可以通过量块检查平面度来检测。
- 型材散热器,型材散热器和插片散热器,型材..
- 散热器
- 唐工



