常州摩擦搅拌焊散热器大量供应,摩擦搅拌焊散热器怎么接搅拌





- 面议
- 2025-01-31 05:37:50
- 摩擦搅拌焊散热器,摩擦搅拌焊散热器的作..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
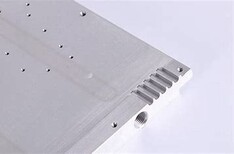
混合摩擦焊接是一种纯机械、连续的固相连接方法。在混合摩擦焊接过程中,混合头转入焊机,混合头与焊接材料之间的摩擦产生摩擦热,使材料热塑性。当混合头向前移动焊接界面时,热塑性材料从混合头的前部转移到后部,在混合头的机械锻造下实现工件之间的固相连接。摩擦焊接工艺广泛应用于液体冷板的生产,东吉散热是冷板混合摩擦焊接的。摩擦焊接冷板可达到相同的厚度,但大于嵌入管的流量,并进一步降低热阻。特别是在处理复杂的流动通道和一些高、低流动通道时,它更灵活。该公司的大混合摩擦焊接尺寸可达到1500个*1500mm,焊接深层为26mm。该材料适用于铝、铜等。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。由于焊接后的整体材料基本相同,可选择铬酸盐、导电氧化、阳极、镀镍等表面处理方法。
摩擦焊接散热器采用两种相同或不同的型材(一般为铝型材或铝合金),(摩擦焊机)采用摩擦焊接工艺焊接,实现超宽结构和密度,满足大功率散热需求。摩擦焊接散热器的形状与型材散热器相同,但尺寸更大,散热功率更高。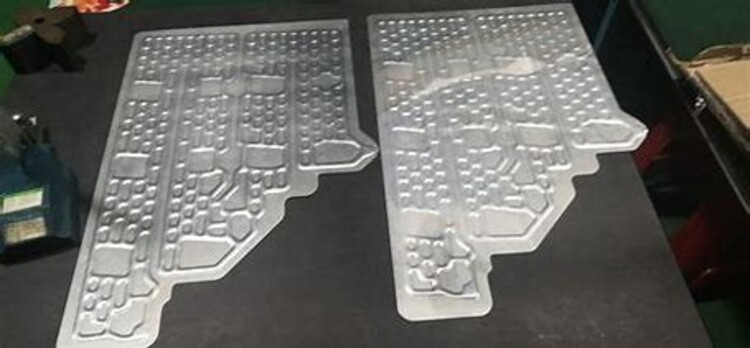
摩擦焊接散热器类型:散热器按换热方式分为辐射散热器和对流散热器。对流散热器的对流散热几乎占,有时称之为“对流器”;与对流散热器相比,其他散热器通过对流和辐射同时散热,有时称为对流和辐射散热“辐射器”。散热器分为铸铁散热器、钢散热器等材料。其他材料散热器包括铝、铜、钢、铝复合材料、铜、铝复合材料、不锈钢铝复合材料和池塘瓷散热器。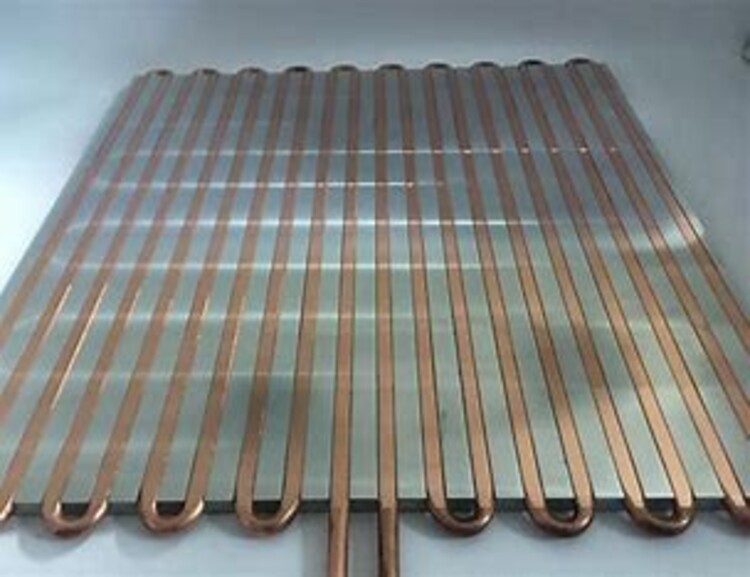
与传统熔焊相比,摩擦焊大的区别在于,在整个焊接过程中,待焊金属获得的能量升高所达到的温度没有达到其溶解点,即在热塑性条件下,金属是一种锻造固相连接。
采用摩擦焊接的散热器可以处理高倍率超宽型材的技术瓶颈。超宽结构高密度型材采用两个或两个以上型材拼凑而成,模具开发成本低,周期短,稳定性高;依托R&D部门长期积累的数据,我们开发了多种标准型材,不断增加标准型材产品库,为用户提供更多拼凑方案。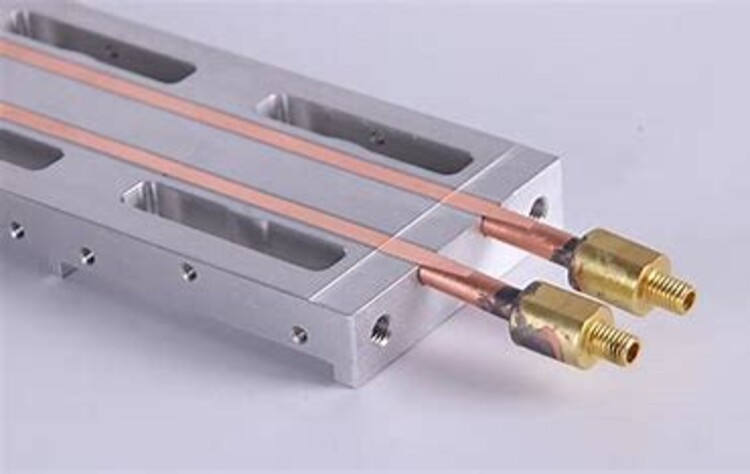
液体冷却散热器的混合摩擦焊接工艺,包括检查盖板的质量和外观;将盖板放入基板台阶中;选择固或自动压力夹避免或两种固定操作固定在基板槽内;选择混合摩擦焊接方式进行焊接;铲毛边;从焊接设备的夹具上拆卸合适的盖板和基材;进行表面研磨处理;冷却处理,然后进行气密性检测;对气密性检测合格的产品进行激光编码、抽样检查和包装;本发明通过选择固或自动压力夹避免或两个固定操作,将盖板固定在基中,确保焊接质量和,可防止盖板在焊接过程中移动和翘曲,并可节省预焊过程,确保盖板在焊接过程中不会产生位移,翘曲和基底接触不真实,从而提高焊接质量的稳定性.
功率大的损耗的电子产品常见逼迫液体冷却的冷轧钢板设备来调节网络热点环境温度,水冷板由传热系数强的铜或铝做成,将水循环式系统置入冷轧钢板内部结构,电子组件立即固定于冷轧钢板上,运用循环内流动水来挥发电子组件传出热量。在电力电子技术操纵、变换、推动、数据传输等行业及其新能源市场(新能源车动力锂电池排热、UPS及储能设备排热、大型服务器排热、大中型太阳能逆变器排热、SVG/SVC排热等),为追求能、低噪声低温运作,且遭受空间限制时,排热难题变成产品研发理想化较大限定,液冷散热技术性变成优选热管理方法。
铜铝暖气片液冷散热器比纯铝得到更好的抗腐蚀、耐高压特性;2.纳米特镀层,成本费用低,耐蚀性,耐热性,耐磨性能远远基本表层处理方法;3.结构紧凑,转速高,传热集中化;4.大部分无模具费用造成,生产批量不受限制,成本费用低;5.漏油风险小,而且能够承受10kg/cm²之上压力。
逆变电源是把DC电磁能(充电电池、充电电池)转换成定频空调均匀或电台广播变压交流电流(一般为220)V,50Hz正弦波形)转化器。它是由逆变桥、控制逻辑和滤波电路构成。适用中央空调、家庭影院套装、电动式沙轮片、气动工具、电动缝纫机等,DVD,VCD,计算机,电视机,冼衣机,油烟机,电冰箱,摄录机,按摩仪,风机,照明灯具这些。在外工作或出游时,因为海外汽车普及率很高,能用逆变电源联接电池驱动家用电器和各种软件。车载式逆变电源由车载点烟器导出,为20。W,40W,80W,120W到150W输出功率规格型号。更多的输出功率变频电源一定要通过电极连接线传送到充电电池上。可以将电器产品传送到电压转换器的输出端口,还可以在汽车上使用各种家用电器。可以使用的家用电器有:手机上,笔记本,数码照相机,相机,照明灯具,电动刮胡刀,CD机器,电子游戏机,便携式电脑,气动工具,车载小冰箱,各种各样度假旅游,露营,医疗救援家用电器这些。
- 摩擦搅拌焊散热器,摩擦搅拌焊散热器的作..
- 散热器
- 唐工



