宁波医疗影像设备水冷板厂家价格,水冷板加工


- ¥100.00
- 2024-11-09 00:26:34
- 医疗影像设备水冷板,水冷板加工,水冷板厂..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
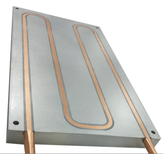
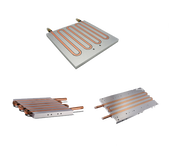
常见的几种水冷板散热器工艺有:铜管折弯埋入底板、底板机加工流道并焊接(包含流道内的鳍片设计)、复杂组合管路式。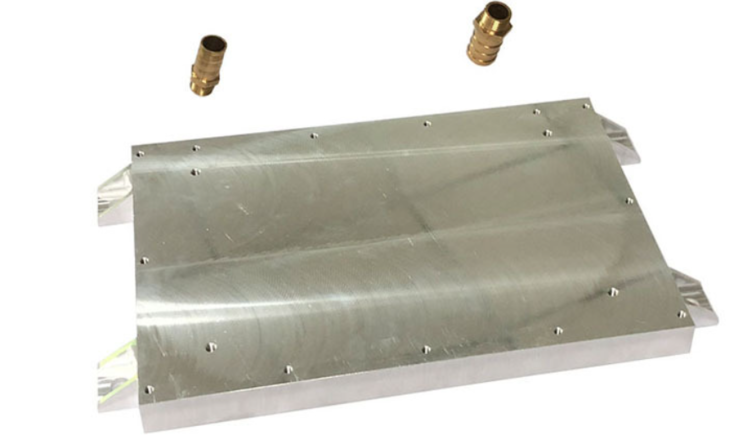
水冷板作为设备的中心元件,质量较重,成本较高。除了表面的保护,的水冷板会注重对水道的保护,一般采用的盖子把水道保护起来,防止灰尘等异物进入水道。同时,对于运输包装,应采用木箱包装,防止运输过程中损坏。对于值及时效性要求高的跨区域产品,一般建议采用顺丰速运或跨越速运。然后,重要的是,水冷板不能有泄漏及有泄漏的风险。每一件产品都经过泄漏测试,同时能通过爆破压力测试。对于钎焊的产品,由于焊接泄漏点多,空腔面积有可能很大,在薄壁的情况下尤其需要注意。水冷散热器的水冷块是一个内部留有水道的金属块,一般由铜或铝制成,与CPU接触并将吸收CPU的热量。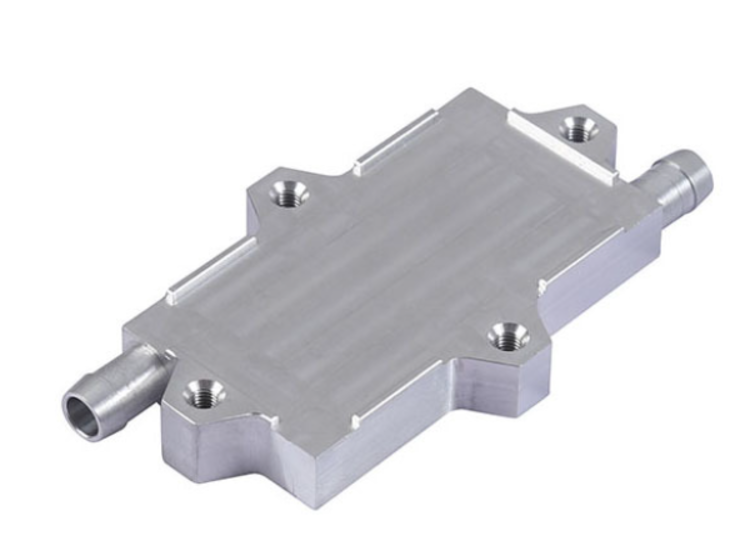
不管是选择用哪一种方式进行精密零件加工,如水冷板,都要以质为前提,磨削加工当然也是在此基础上进行的。精密零加工过程中精密零件加工的磨削环节会涉及到三种机床,分别是平面磨床、内外圆磨床及工具成型磨削机床。但无论使用哪中设备,精密零件加工磨削时要严格控制磨削变形和磨削裂纹的出现,哪怕是工件表面的显微裂纹,否则在后续的工作中也会渐渐显露出来。为了达到这一目的,精密零件加工密磨削时的进刀量要小,磨削中冷却要充分,尽量选择冷却液介质,加工余量在0.01mm内的零件要尽量恒温磨削。并且还要谨慎选择磨削砂轮,确保可以获得良好的加工效果。在精密零件加工磨削时要及时修整砂轮,保持砂轮的锐利,当砂轮钝化后会在工件表面滑擦、刻划、挤压,造成工件表面烧伤、显微裂痕或产生沟槽,对以后的使用明显地降低效用。对于盘类、板类零件的精密加工大部分采用平面磨床,但对于一些长而薄的薄板件来说,加工前应该以等高垫铁垫在工件下面,并在其四周用挡块挡住工件防止走动;磨削时磨头进刀量要小,用多次走刀方式完成前列个基准平面,前列个基准平面加工好一面后,可用这一基准平面吸附在磁力台上,从而有助于改善大部分工件平面度。
- 医疗影像设备水冷板,水冷板加工,水冷板厂..
- 散热器
- 唐工



