冷锻散热器,台州冷锻散热器欢迎咨询





1/6
- 面议
- 2024-10-15 07:19:15
- 冷锻散热器,冷锻散热器定制,冷锻散热器,..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
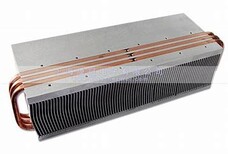
冷锻散热器的进气方向是三维进气。一般来说,挤出是二维进气,以便更好地适应环境,获得更好的散热效果。
结构异性化
冷锻散热器采用模具铸造,可在模具上进行异性加工,基板背面出现异性结构,更好地与加热元件结合!
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)
推动水冷板不断迭代和发展的一个重要因素是:提高导热效率。
提高导热效率通常有以下几种方案:
(1)提高冷板与电芯的接触面积;
(2)提高冷板与电芯之间界面的导热率;
(3)提高冷板自身(材料)的导热性能;
(4)调整流道设计,提高流体自身的换热效果;
(5)不同冷板布置方案。
- 冷锻散热器,冷锻散热器定制,冷锻散热器,..
- 散热器
- 唐工
东吉(东莞)散热科技有限公司为你提供的“冷锻散热器,台州冷锻散热器欢迎咨询”详细介绍



