白山出售冷弯成型机械设备,冷弯成型机械设备厂家报价






- 面议
- 2024-11-25 15:52:11
- 冷弯成型机械设备
- 王泽顺 18824822002
- 佛山市南海区弯达机械厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
解结的方法是 a:(如图1)变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。 b:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。 c:材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。 5、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。 6、滚轮加工准确度是关键,为此,制作工具在投影仪下,放大20倍进行检测。 7、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,主轴不会左右窜动,普通球轴承自身存在间隙,在传动中不能避免轴向窜动。
在操作冷弯成型机时,需要确保设备处于正常状态,并清理工作环境。然后,根据要求的成型形状,调整好设备的刀具和辅助装置。接下来,将待加工的金属板材放置在设备上,并穿戴好个人安全防护装备。按下启动按钮后,设备开始工作,根据指示线和标记线对齐刀具,慢慢进行弯曲成型。操作完成后,停止设备的工作。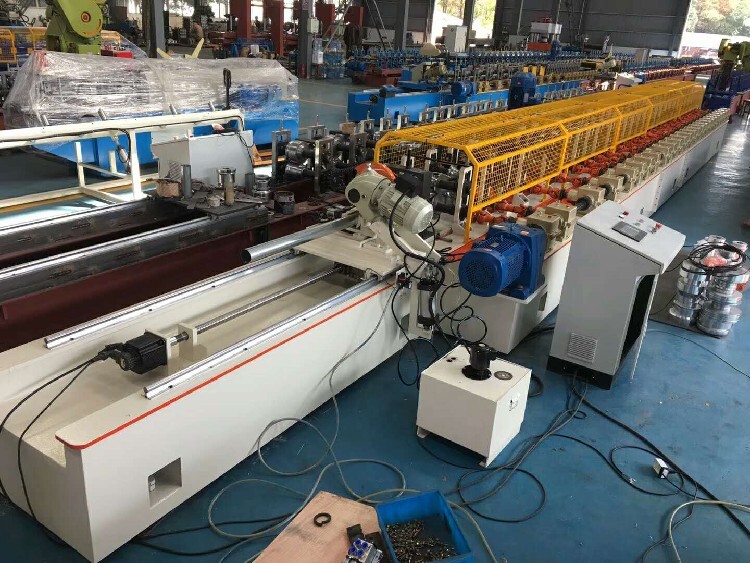
该机由冷弯机本体、油压装置及其附属的输送辊以及控制装置所构成。此外,根据作业上的需要,尚可在该机的左右两边配置小车和辊道传送装置。控制台为移动式,能自由地移至工作方便的地方,实现远距离操纵,操作全部用按钮。弯曲时可一面注视预绘在型钢上面的型线,一面操纵按钮进行准确地弯曲,由于按钮全部是点动式,手指一离开按钮动作即停止。
工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 , 使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。这种冷弯作业, 了材质的强度, 提高了支护钢拱架的质量,地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。
常用的是低碳钢、铝、铜等板带材,此外还有不锈钢、钛金属、复合金属的板带。碳钢板带厚度为0.15~3.2mm,热轧板带厚度为1.2~25.4mm。铝板带厚度为0.13~25.4mm。据报道,不少国家已能生产厚达32mm的冷弯型钢。原料宽度根据成品的断面展开长度确定,由纵剪机剪成板带材进入成型机组,由一对相对转动的成形辊依次弯曲成所要求的成品形状,如图1所示;板料的成形过程如图2所示。
生产方式 分为从单张板材弯成单件型材的单张生产方式、以整卷带材为原料生产型材的成卷生产方式和以卷材为原料并将其头尾对焊在一起的连续生产方式等3种。连续生产方式由于产品尺寸精度好、生产率高而得到更多的发展。连续冷弯型钢的典型设备组成及布置如图3所示。无论哪种生产方式,其整个工艺过程均分为原料准备、成形和精整3个阶段。 一般开式冷弯型材工艺流程为: 带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→矫直→切断→检查收集→打捆→称重→入库。 闭式冷弯型材工艺流程为:带钢卷→纵剪→上料→开卷→矫直→切头→对焊→储料器储料→成形→高频焊接→除毛刺→冷却→矫直→切断→检查收集→打捆→称重→入库。 如在生产线上增加冲孔、压痕、扭弯等附加工序,就可生产出各种异形冷弯型材。
- 冷弯成型机械设备
- 冷弯成型机
- 王泽顺



