临沂加工200H钢弯弧机生产厂家联系方式





- ¥8886.00
- 2025-01-10 07:09:34
- 冷弯成型机
- 孟超凡 13934160196
- 山西万泽锦达机械制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
工字钢弯曲机(冷型弯拱机)是隧道支护钢拱架加工制作的新型设备。采用液压系统,具有传动平稳,压力大等特点。
工字钢弯拱机由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。
工字钢冷弯机结构组成:
工字钢冷弯机由三套主电机及减速器组,主动滚轮。被动滚轮及油泵电机,齿轮泵,溢流阀,电磁转向阀工作没缸组成的液压工作站等部件组成。
工字钢冷弯机工作原理:
把工字钢放在冷弯机上,与减速器股动的滚轮接触后,将压紧手柄进给锁紧,发起电机油泵组,由 电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制。
工字钢冷弯机参数
适用于材料规格 Φ220mm
电机功率 5.5kw
主轴转速 7转/分
它由底座,机械传动、冷弯系统、液压系统、电器控制系统和系统等六大部分组成。作时,将所需要冷弯加工的型钢由系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统 ,同时启动液压系统 ,使液压缸收回。将冷弯型钢放置在系统 的门式托架上即可。这种冷弯作业,了材质的强度,提高了支护钢拱架的质量,地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。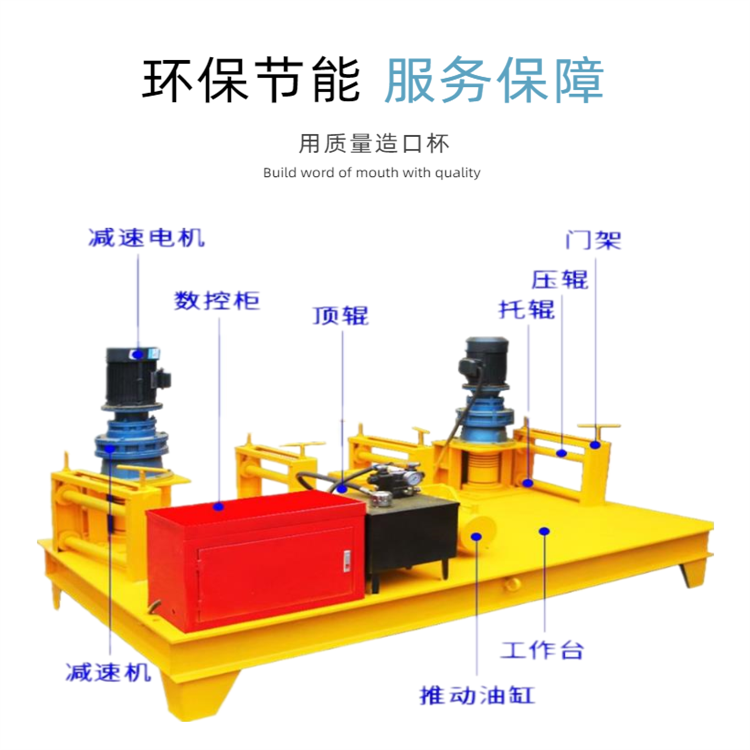
操作说明
注意:
1新机使用前应检查无“三漏”情况;
2检查电机绝缘是否良好;
3减速器是否加足润滑油,油箱油位是否满足要求;
4检查油泵转向(从电机端看为顺时针转动)
1、新机试运转:
1合上主短路器,此时电压表显示为380V;
2合上控制线路分开关两个,此时电源指示灯亮;
3分别启动各电机,并立即停止,检查油泵转向是否正确,并无异响;
4完成以上动作并确定无故障时重新启动电机,并将电磁换向阀控制旋钮向油缸活塞杆伸出方向转动,使油缸活塞杆运动到终点,
然后,检查调定压力,Z大不超过250bar。在活塞杆运动过程中检查运动速度,并进行调节单向节流阀,使活塞杆运动速度达到3.5~5.5mm/s。此过程中压头不应有卡滞现象。
5往复运动油缸多次,作进一步检查行走电机正反转运转多次,再进一步检查,确定无故障后停机。
2、拱架弯制
1启动油泵电机;
2将需要弯制的材料放入两滚轮上,将压头向前顶出,试算出推进量。大于3.5米半径的可以一次成型,材料经驳接后连续弯制。小于3.5米半径的,要往复多次后再成型,此过程中,如有发现变形太大应及时调整。
系统介绍
1机械系统
机械系统采用摆线针轮减速器直接驱动滚轮转动,转速为11rpm,为实现两个滚轮同步,采用两电机同时启动实现同步,为满足工况要求,可进行正反转运转。
2液压系统
该系统采用手动换向阀对油泵进行换向,实现油缸的正反向运动。采用单向节流阀调节油缸运动速度,利用双向液控单向阀对油缸进行锁闭,当换向阀处于中卫时,系统卸荷,有效防止了系统发热。
- 冷弯成型机
- 冷弯成型机
- 孟超凡



