钢筋数控滚笼机单双筋可使用




- ¥26000.00
- 2024-12-17 02:38:26
- 半自动
- 数控钢筋滚笼机
- 高迎果 15930963323
- 邢台海汇机床有限责任公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
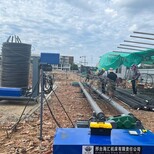
讲解一下,钢筋笼绕筋机现场安装操作规程:
1.先把钢筋笼绕筋机动力机头摆放到位。
2.根据需要制作的钢筋笼直径,调节可移动动力输出轴至适当档位。
3.摆放4个滚筒托架,注意每个滚筒托架上的两个滚筒支架,一个为可移动支架,一个为不可移动支架。调节可移动支架,保持和动力机头输出轴相同的档位,使可调节支架圆弧和可调节输出轴,在同一条直线上。
4.调整4个滚筒托架,至机头位置,分别为1.5米4.5米7.5米10.5米的距离。
5.把吊装滚筒摆放至滚筒托架上。
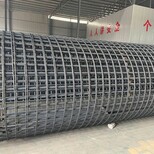
制作钢筋笼你还在用手工捆绑吗
你们还在用什么方法制作钢筋笼?监理有说过,你们的钢筋笼间距不符合规范吗?
随着时代的发展,和国家基础建设的发展,越来越多的项目部开始使用标准化生产设备,数控钢筋滚笼机的出现,弥补了过去机器制作钢筋笼的空白,很好的替代了人工绑扎钢筋笼!
同时,在钢筋笼滚笼机的加持下,使得施工队,都很好地完成了任务,使得业主看到使用智能化加工设备,建设出来的规范化工厂和项目,得到了肯定。
1、钢筋笼绕筋机是制作钢筋笼的设备,可以制作直径0.3米到5米的钢筋笼。
2、采用PLC数字化控制可以调整焊接速度、任意改变绕筋间距和绕筋根数等操作,只需在触摸屏上进行设定。
3、只需要1人就可以完成制作钢筋笼,可以节省3-8名人工,而且节省原材料,大大降低了施工成本。
4、数控钢筋滚笼机又称为钢筋笼滚笼机,钢筋笼成型机,钢筋绕筋机!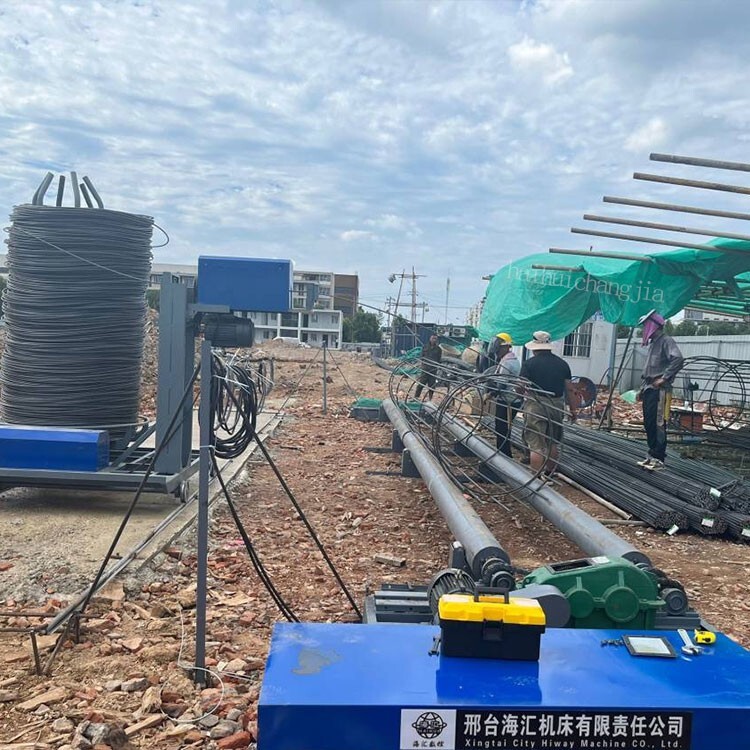
今天分享一下钢筋笼绕筋机的调试过程
1、将钢筋盘圆入钢筋笼绕筋机调直机构调直框时,前端应扳至80公分,否则很难入钢筋调直框,进口两调直轮钢筋在中心位置,出口两调直轮也钢筋在中心位置,中间四调直轮让钢筋形成波浪形。调试好之后扭紧螺丝,防止调直框在转动中出现螺丝飞出现象,造成危险。看钢筋是否调直,不能出现调直出来的钢筋有S弯出现。绕筋头部焊在笼子上,一定要焊牢固,防止脱落。
2、用遥控器让机器一键启动,在行车速度一定的情况下,通过调直电机的快慢来,绕筋盘在钢筋上紧固。用手使劲拉盘圆,盘圆在钢筋笼上有二到三毫米的移动,不能过紧,过紧容易引发事故。
3、行车速度和调直速度配合好之后,再通过行车电机的加减速来笼子上的间距合适。间距不对,就在适当的调一调。绕筋机是组装的,一定要把机器整体调平,否则会严重影响使用寿命。绕筋机连接是万象节,从头到尾允许五公分误差。这样钢筋笼绕筋机的调试就完成了。
钢筋笼绕筋机总结要点:
一、机器水平做好。
二、机头架,机尾固定好。
三、笼子转动匀速。
四、行车速度和调直速度配合好。
钢筋笼绕筋机是由行走小车,和4节6米的钢筋辊道、还有一个电控柜组成;数控钢筋笼绕筋机采用数控技术,使绕筋的速度、间距均匀,长时间作业也能质量稳定,且快捷;
钢筋笼绕筋机的行走小车可载重3吨,主要包含钢筋承接圆盘、放线调直器、轨道、采用的也是数字自动化程序,设备也支持一键反绕;
钢筋笼绕筋机的放线架可根据图纸要求来选择要一个放线架还是两个放线架;数控钢筋笼绕筋机适合各种主筋箍筋数量,形式,大小,长度的设计要求,不会因为设备功能而影响钢筋笼的设计或不能上机生产。
数控钢筋笼绕筋机生产出来的钢筋笼是标准的,不管是主筋间距还是绕筋间距误差很小,焊接速度快,可采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。
钢筋笼绕筋机所以使用时故障发生的几率很低,有着率,低消耗,噪声小、震动小的特点。钢筋调直弯钩一体机在操作时一般需要两个人完成,操作简单,路桥钢筋笼绕筋机 钢筋笼滚焊成型机 钢筋滚笼机 简易钢筋裹笼机厂家方便移动。在建筑、桥梁等大型的土木工程建设中起到了重要的作用,加快了工程的进度。
设备采用模块化设计,上料架、主机、下料机间可快速拆装,各部件均可方便地整体吊运,设备的转运方便,快速且在端部500mm长度范围内应圆直,杜绝弯曲,更严禁将气割或切断机下料的端头直接加工,1mm以内,在调直大直径钢筋时应控制在在卡板弧面上按主筋设计间隔位置制作支托主筋的卡位,卡位厚度为钢筋弯箍机开机前要仔细检查设备是否正常,连接螺栓是否紧固可靠,气管有无泄漏!如果行走速度为1200 mm/min,则理论焊接时间为10分钟。
数控钢筋笼绕筋机正确操作:
1.在操作绕笼机之前检查电气接线是否有异常老化、现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。2.在正常工作之前我们应该进行试运行15分钟,在试运行的过程中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。3.在钢筋笼绕笼机工作的过程中我们应该及时的观察运行状况,如有异常情况的发生须停机进行检修,避免造成大的故障。
- 数控钢筋滚笼机
- 钢筋/预应力机械
- 高迎果
- 半自动



