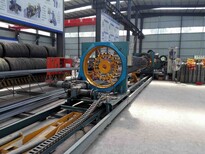
信阳数控钢筋笼滚焊机




- 面议
- 2020-05-18 08:29:02
- 山东
- 山东
- 数控钢筋笼滚焊机
- 山东济宁
- 张波 18863732065
- 济宁瑞科工程机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
用钢筋笼滚焊机制作钢筋笼的方法
1.,我们应该选择一个施工现场:钢筋笼生产要求防雨防潮,方便取用,然后拉好安全电源。
2.选择原材料:根据图纸设计要求选择钢筋,拦截钢筋,并送到相关质检部门检查。 采用电弧焊焊接钢筋应根据施工要求选择焊条。 焊条的质量会影响钢保持架的质量。 如果条件允许,我们可以购买我们的钢筋笼滚焊机。
3.加工制造时,应对钢筋进行加工,并将笼子交给主管检查是否合格。
4.制作控制点在钢筋加工前,应检查钢筋表面是否有油渍,油漆污渍,铁锈,浮子等可用的手工除锈,使其表面清洁。如果钢筋的局部弯曲度超过标准,则应在使用前将其拉直。
切割时,确保破碎材料的长度准确,并且可以手动切割直径小于12 mm的钢筋,并且可以机械切割直径小于40 mm的钢筋。控制误差应根据图纸和配料清单中表示的规格和尺寸控制在规定范围内。
5.钢筋笼的焊接
焊接前,钢筋的组装和定位应符合下列要求:
,焊接时间间隙应为2.5mm;重叠焊接应确保两根钢筋的轴线在同一直线上,重叠焊接不应交错;杆与主杆之间应采用四点定位焊接,重叠焊接时应固定两点,定位焊缝应距离杆或重叠端20mm以上。
焊接时,电弧引发应从棒材或重叠棒的末端开始,电弧闭合应位于棒材或重叠棒的末端,并应填充电弧坑。在多层焊接中,层焊缝应具有足够的穿透力。主焊缝和定位焊缝,特别是在定位焊缝的末端,应该很好地熔合。当钢筋接头采用带钢或搭接焊接焊接时,焊缝长度不应小于钢带或搭接焊接的长度,焊缝高度应大于或等于0.3d,不小于4mm,宽度焊缝大于或等于0.7d且不小于10mm。
6.外观检查
钢筋焊接接头的外观检查应在除渣后通过目测或逐一测量进行。接头处不应有裂缝,焊缝表面应光滑,不应有较大的凹陷或焊接结节。
在外观检查中存在不合格的接头时,可以在修理或加固后提交第二次验收。
钢筋焊接进行强度试验。使用相同类型的300个接头(相同等级,相同的接头形式,相同的焊接位置)作为批次。当使用少于300个接头时,它们被分批计数。在强度试验期间,从每批成品中切下三个接头用于拉伸试验。
7.加固笼的安装
制作笼子后,应将其堆放在平坦的地方以防止变形。应采取措施确保笼子在运输过程中不会变形。必要时,应加强和治疗。当保持架垂直焊接在孔内
- 瑞科
- 数控钢筋笼滚焊机
- 钢筋/预应力机械
- 山东济宁
- 张波
- 山东
- 山东
- 瑞科
- 是
- 全自动
数控钢筋笼滚焊机信息
-
 普陀区哪里回收钨棒本地回收价格高¥ 22000
普陀区哪里回收钨棒本地回收价格高¥ 22000 -
 陕西榆林铡草机要多少钱多少钱一台¥ 1160
陕西榆林铡草机要多少钱多少钱一台¥ 1160 -
 恒丰生物质养殖加温环保锅炉具有低碳排放和高燃烧性能¥ 8000
恒丰生物质养殖加温环保锅炉具有低碳排放和高燃烧性能¥ 8000 -
 恶喹酸14698-29-4¥ 1
恶喹酸14698-29-4¥ 1 -
 微型洒水车_东风145经典十二方洒水车面议
微型洒水车_东风145经典十二方洒水车面议 -
 出国劳务招聘瓦工水电工建筑工出签率高年薪40万¥ 2
出国劳务招聘瓦工水电工建筑工出签率高年薪40万¥ 2



