管棚76管铝合金方管冲床机





- ¥29999.00 ≥ 1台
- 2021-06-05 01:19:07
- 铝合金方管冲床机,管棚76管铝合金方管,铝..
- 刘丹丹 13903437982
- 山西万泽锦达机械制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
【小导管数控冲孔机】产品特点
1 小导管注浆是浅埋暗挖支护的一种措施。在软弱、破碎地层中凿空后极易塌孔,且施作锚杆比较困难或者结构断面较大时,应采取小导管支护。小导管支护配合钢拱架使用。在条件允许时,也可在地面进行注浆加固;在有导洞时,也可在导洞内对周边进行径向注浆加固。
2 小导管注浆支护的一般测如下:钢管直径30 - 50mm 钢管长 3 - 5m ,钢管钻设注浆孔间距为 100 - 150 mm ,钢管沿拱的环向布置间距为 300 - 500 mm .钢管沿拱的环向外插角为 10°一 15° ,小导管是受力杆件,因此两排小导管在纵向应有一定搭接长度,钢管沿纵向的搭接长度一般不小于1m .
导管安装前应将工作面封闭严密、牢固,清理干净,并测放出钻设位置后方可施工.
3 采用小导管加固时,为工作面和掘进,应确保小导管安装位置正确和足够的有效长度,严格控制好小导管的钻设角度。用作小导管的钢管钻有注浆孔,以便向土体进行注浆加固,也有利于小导管自身刚度和强度。
4 小导管注浆宜采用水泥浆或水泥砂浆。浆液充满例借及周围空隙,注浆量和注浆压力应由试验确定。
管棚76管铝合金方管冲床机管棚76管铝合金方管冲床机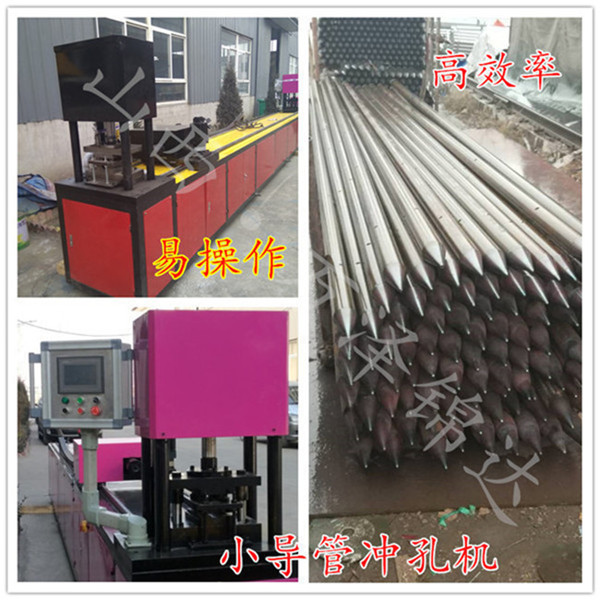
设备概要
本设备为 6米自动控制移位进给设备可以自动夹持 0-6000mm长的工件按照加工程序自动实现等距、不等距进给,并有导轨导向、精密齿条传动伺服电机驱动。送料机台面配有可调中心高度的圆柱滚轮有效减轻工件在传送中的传送阻力和工件表面不被划伤。 本次设备要求可完成42热轧圆管,厚度3.5mm,孔径6mm、8mm, 后期:根据不同型材打孔要求定制不同规格模具。
管柱水下混凝土应符合下列要求:
1.混凝土强度应设计要求;
2.每一管柱群基础,应至少有5~10%的管柱钻取混凝土芯样进行检查, 钻取深度应至柱底以下不小于0.5m,在混凝土芯样取出后,应立即用水泥砂浆封孔;
3.柱底混凝土与基岩应粘结良好;
4.混凝土芯样外观应良好,名区段取样率一般宜达到90%以上。
冲孔效果优光滑,圆圌润没有毛茬。冲孔机具有高速成孔、性能、性系数高是普通冲孔设备3-5倍。一般型材厚度为2mm以下,也可定制冲压大于2mm-8mm厚度的型材。可以对圆管、方管、角铁、角钢、槽钢、槽铝、门花、不锈钢、锌版护栏等型材冲压圆孔、方孔、菱形孔、梅花孔等各种形状的孔型。 产品高:径缩压后的工件,直径、圆度、锥形误差均不超过0.03mm。光洁度可达 7以上。


购买须知
小导管冲孔机操作步骤:将单支工件放入进给主机工作台→自动→自动上料到设定
位置→按既定数控程序等距、不等距进给→自动压紧→按既定的数控程序冲压→循
环往复 N 次完成一支工件加工要求→下料→重复下支工件。
送料动力:采用大扭矩力交流同步伺服电机,具有反应快定位精度高,低噪音,制动热
损小,寿命长的特点。
运动控制:采用的plc控制器,屏操作,简单方便
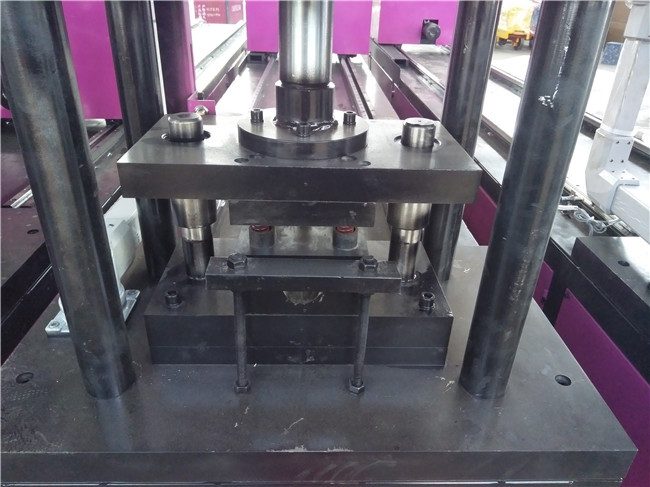
寿命:本设备件均为名优配件,基础件加工采用数控加工中心制作,装配精度高,大限度设备使用寿命。数控机箱是机器的指挥中心,进料、控制冲孔的速度,调节生产效率是他的职责。冲压模具是整器的核心,它的精度和直接决定产品的。 几部分的设置,均是可控的,数控机箱的程序是可以更改的,冲压模具是可以更换的,泵站提供的压力是可以调节的。

小导管冲孔机工作原理:
1,该机由电动机通过三角带,直接传达给飞轮,主轴作运动,使主轴中撞块及模具产生离心力,同时在滚针的撞击下,来完成锥管。
2,在结构设计上比一般的锥管机更,在工作时更、更快捷、
3,夹模采用进口型, 夹持力强、不易磨损,工作时无左右前后偏摆或跳动的现象和疑虑,速度均匀。
4,本机采用皮带传动,尺寸精度高,传动部分灵活可靠。
5,快捷、方便、速度快、节省人工及加工等。
6,机器配件采用进口配件,以确保机器的使用寿命。
7,比较其他类型的加工工艺,锥管效率不断,而且设备性及可靠性更高,面积更小。
8,整机省电、寿命长、机身光滑亮丽且美观,非技术人员亦可操作自如!
9,全新整体设计,体积小、通用性强、机身稳固不变形。
10,油箱采用全新一代二氧化碳焊接,以确保油箱内无残留杂质、不漏油、无焊渣;油箱焊缝无裂纹、无夹渣、不断焊等缺陷
管棚76管铝合金方管冲床机管棚76管铝合金方管冲床机管棚76管铝合金方管冲床机管棚76管铝合金方管冲床机管棚76管铝合金方管冲床机
- 铝合金方管冲床机,管棚76管铝合金方管,铝..
- 钢筋/预应力机械
- 刘丹丹
铝合金方管冲床机信息
-
 1601玻璃钢防腐公司施工图片浏览面议
1601玻璃钢防腐公司施工图片浏览面议 -
 (矿山开采破碎劈石机型号性能)齐齐哈尔市¥ 3998
(矿山开采破碎劈石机型号性能)齐齐哈尔市¥ 3998 -
 乙烯基玻璃钢防腐公司电话报价面议
乙烯基玻璃钢防腐公司电话报价面议 -
 铁罐玻璃钢防腐公司电话报价面议
铁罐玻璃钢防腐公司电话报价面议 -
 地坪玻璃钢防腐公司施工图片浏览面议
地坪玻璃钢防腐公司施工图片浏览面议 -
 (金矿开挖劈裂机先到先得)长治市¥ 3998
(金矿开挖劈裂机先到先得)长治市¥ 3998






VIP推荐信息
-
 蔚定制多功能四驱轮式滑移装载机电话
蔚定制多功能四驱轮式滑移装载机电话 -
 新疆3308多利卡智能型沥青洒布车型号,D9沥青洒布车
新疆3308多利卡智能型沥青洒布车型号,D9沥青洒布车 -
 重庆3800多利卡沥青洒布车多少钱一辆,解放标准型沥青洒布车
重庆3800多利卡沥青洒布车多少钱一辆,解放标准型沥青洒布车 -
 甘肃3308多利卡智能型沥青洒布车批发,陕汽小三轴沥青洒布车
甘肃3308多利卡智能型沥青洒布车批发,陕汽小三轴沥青洒布车



