重庆219/273120/110绗磨管油缸管规格





- 面议
- 2017-08-25 10:22:27
- 山东
- 天钢
- 绗磨管,研磨管,油缸管,光亮管
- 重庆
- 王经理 18365965553
- 山东昊旭管业有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
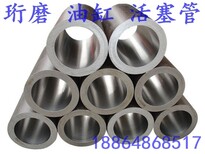
重庆219/273 120/110绗磨管 油缸管规格
液压缸生产厂家,油缸管现货,珩磨管加工订货电话:绗磨管一般采用珩磨机,机床主轴与珩磨头一般是浮动联接;但为了提高纠正工件几何形状的能力,也可以用刚性联接目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力冷拔机和150吨各1台,拔机大行程12米,大拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。
产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。
公司为客户提供以下服务:
* 一支起售
油缸管|珩磨管表面质量好
表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。
油缸管|珩磨管切削余量少
为达到图纸所要求的精度,采用珩磨加工是所有加工方法中去除余量少的一种加工方法。在珩磨加工中,珩磨工具是以工件作为导向来切除工件多余的余量而达到工件所需的精度。珩磨时,珩磨工具先珩工件中需去余量大的地方,然后逐渐珩至需去除余量少的地方。
重庆219/273 120/110绗磨管 油缸管规格
- 天钢
- 绗磨管,研磨管,油缸管,光亮管
- 油缸
- 重庆
- 王经理
- 山东
- 天钢
- 碳钢
- 前法兰式
- 50mm
- 否
- 40kg
- 电磁
- 挖机油缸
- ≤1.6MPa
油缸管信息
-
 长岛县156-8993-5752进口牛羊小排各种节日礼盒¥ 16
长岛县156-8993-5752进口牛羊小排各种节日礼盒¥ 16 -
 MRC-5传代形式细胞株哪提供 "¥ 1
MRC-5传代形式细胞株哪提供 "¥ 1 -
 铜合金CuPb5Sn5Zn5锡青铜材质图片应用¥ 80
铜合金CuPb5Sn5Zn5锡青铜材质图片应用¥ 80 -
 重庆千分表项目可行性研究报告¥ 6000
重庆千分表项目可行性研究报告¥ 6000 -
 工业废气处理设备¥ 11000
工业废气处理设备¥ 11000 -
 西门塔尔牛牛犊价格¥ 2500
西门塔尔牛牛犊价格¥ 2500



