天津静海承接钢板结构


- ¥5000.00
- 2024-11-06 06:21:46
- 东北特钢
- 集装箱
- 钢板,合金钢板,耐磨钢板,花纹钢板
- 段本书 13602054788
- 天津市永昌通顺钢铁销售有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
复合耐磨钢板在生活中应用广泛。复合耐磨钢板是在普通钢板表面堆焊复合一层以碳、铬为主要成分的,具有高硬度、高耐磨性的高合金耐磨层。在耐磨层以形成的碳化铬化合物的体积分数所占比例来确定其耐磨性。因为它的性能比较好,各方面的优势相较于普通的钢板来说也很,也可应用在行业。下面是复合耐磨钢板的相关信息介绍。 耐磨复合钢板可以切割打孔
1、耐磨复合钢板的耐磨机理
组成是由低碳钢板和抗磨层两部分组成的。抗磨层和基体是冶金结合。耐磨层是由高碳高铬化合物组成,采取明弧焊或埋弧焊堆焊在基体上。
传统理解是硬度决定耐磨性,其实这是个错误的理解。在相同的硬度下,复合耐磨钢板的耐磨性远一般耐磨钢。原因是耐磨性不仅仅由硬度决定,主要是由于所含的化学成分及组织结构决定的。
2、耐磨复合钢板具有如下优点:
1)高耐磨性能:由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。
2)抗冲击:由于耐磨复合钢板的基板采用塑性很好的低碳钢板,可在受冲击的过程中吸收能量,因而,耐磨复合钢板具有很强的抗冲击性能和抗裂性能,可以应用到振动、冲击较强的工况条件下,这一点是铸造耐磨材料所不及的。 耐磨复合钢板堆焊复合设备,耐默公司自主研发
3)易于加工:可以制成标准尺寸的板材,重量轻,加工方便灵活,可以拼焊成型,使现场焊接工作变得省时、方便。
4)高的性能价格比:使用耐磨复合钢板制造机件的造价较普通材料有所提高,但机件的使用寿命增长。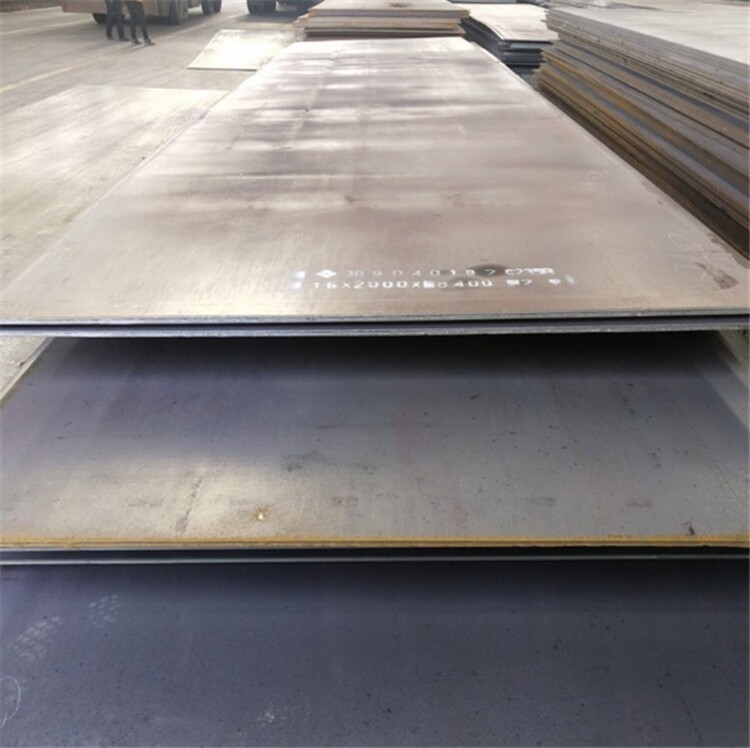
高铬堆焊双金属复合耐磨钢板
高铬堆焊双金属复合耐磨钢板JD12+6的基板为低碳钢或低合金不锈钢等韧性材料,体现双金属的性,耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此有良好的耐冲击性。可以承受物料输送系统中承受高落差料斗等冲击和磨损。合金耐磨层推荐使用在≤600℃工况下使用,若在合金耐磨层中加入钒,钼等合金,可以承受≤800℃的高温磨损。推荐使用温度如下:普通碳钢基板推荐不380℃工况使用;低合金耐热钢板(15CrMo,12Cr1MOV等)基板推荐不540℃工况使用;耐热不锈钢基板推荐在不800℃工况使用。高铬堆焊双金属复合耐磨钢板的合金层中含有高百分比的金属Cr,故具有一定防锈和耐腐蚀能力。用于落煤筒和漏斗等场合可以做到防止粘煤。耐磨钢板规格全,品种多,已成商品系列化。
耐磨合金层的厚度在3~20mm。复合钢板的厚度基础薄为6mm,厚度不限。
高铬堆焊双金属复合耐磨钢板JD12+6量大优惠
标准耐磨钢板可提供1200mm或1450mm×2000mm或2900mm,也可根据用户需求,按图纸尺寸定做加工。高铬堆焊双金属复合耐磨钢板可切割、弯曲或卷曲、焊接和打孔,它可以加工成普通钢板可以加工的各种部件。切割好的高铬堆焊双金属复合耐磨钢板可以拼焊成各种工程结构件或零部件。
高铬堆焊双金属复合耐磨钢板JD12+6具有优良的抗磨损、腐蚀、冲击性及易加工性等特点,而且比一般的耐磨产品价格低廉,因此在国内外受到了非常广泛的关注,被广泛应用于冶金、煤炭、水泥、矿山、电力等行业。
使用高铬堆焊双金属复合耐磨钢板JD12+6的应用场合:
1、电力工业-风机叶片,燃烧器管线,输料槽和料斗内衬,破碎机部件,磨煤机部件,出灰管,空气处理系统和运输机。
2、钢铁工业-料斗内衬,格栅,进料器及底座,翻斗车,料斗,管道,泵壳,破碎机部件,出渣槽,各种底盘,振动筛。
3、水泥工业-冲击盘,管道,泵壳,磨机内衬,破碎机零件,出渣槽,各种底盘,振动筛。
4、造纸工业-旋流器内衬,螺旋输送机,输料槽及漏斗,风机叶片,转换导管,过渡弯头。
5、采矿业-卡车货槽衬板,料斗内衬,输料槽内衬,破碎机部件,盖板,耐磨棒和耐磨板。
6、煤处理业-输料槽,料斗,破碎机零件和衬板,输煤管道,弯头,泵体。
焊碳化铬复合耐磨钢板的工艺参数主要有焊接电流种类及焊接电流大小,钨种类、直径及端部形状,保护气体流量等。
1、电流种类的选择一般根据工件材料选择电流种类,焊接电流大小是决定熔深的主要参数,它主要根据工件材料厚度、接头形式、焊接位置等因素选择。
2、钨种类、直径和端部形状的选择钨种类及直径根据工件材料和焊接电流大小、电流种类来选择。钨端部形状是一个重要的工艺参数,根据所用的焊接电流种类,选用不同的端部形状。夹端角的大小会影响钨的许多电流、引弧及稳弧性能。小电流焊接时选用小直径钨和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,锥角可避免过热而熔化,减少损耗,并防止电弧往上扩展而影响阴斑点的稳定性。使用过程中钨经常需要用砂轮或者的钨磨削机进行修整。
3、气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个范围,此时,气体保护效果,焊件上有效保护区域。如果气体流量过低,气体排除周围空气能力弱,保护效果差;流量过大,气体排出时容易形成紊流,使空气卷入,也会降低保护效果。同样,在气体流量一定时,喷嘴直径过小,保护区域小,且因气流速度过高而形成紊流,喷嘴直径过大,不仅妨碍焊工观察,而且流速过低,保护效果也不好。一般手工TIG焊喷嘴内径范围为5-20mm,流量范围为5-25L/min。
4、焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流配合以获得所需的熔深和熔宽。在高速自动焊时,还要考虑焊接速度对气体保护效果的影响。焊接速度过大,保护气流严重偏后,可能使钨端部、弧柱、熔池暴露在空气中。因此采用相应措施如加大保护气体流量或将焊前倾一定角度,以保持良好的保护作用。
5、喷嘴与焊件间距离距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨与焊件间造成短路,产生夹钨。一般喷嘴端部与焊件间距离在8-14mm之间。
我公司是中国钢板销售单位之一,长期销售天钢、鞍钢、、本钢、宝钢、安钢、新钢等各大钢厂生产的冷板、板、中板、中厚板、、特厚板、普板、锰板、锅炉板、容器板、美标容器板、船板、高强板、桥梁板、16Mn中厚板及各种材质钢板产品,另外还销售各种规格的防腐钢管产品!欢迎来电选购。
钢板材质:Q195钢板、Q235钢板、10#钢板、20#钢板、35#钢板、45#钢板、60#钢板、20#钢板、45Mn钢板、65Mn钢板、60si2mn钢板、Q235C钢板、Q235D钢板、Q345C钢板等。可供钢板厚度为:热轧钢板厚度2mmm-240mmm,宽度1250mm-2500mm,长度3000mm-12000mm,单重****33.5吨。冷轧钢板规格:厚度为0.2mm-4.0mm,宽为:1000-1500,长度为:2000-4000。
公司可为用户预订各种规格,特种材质钢板制品,交货及时,价格低,质量优,并附原始材质书或复印件,节假常营业、并可代办汽运、火运,量大可以在钢厂直接发货。
我公司将以良好的信誉,低廉的价格服务于广大用户。谨向对我公司给予关怀和支持的新老客户表示衷心的感谢!并真诚希望与之建立长期的关系,互惠互利,共求发展。
聚氨酯彩钢板的相关介绍:
聚氨酯为芯材的复合板由上下层彩钢板加中间发泡聚氨酯组成,采用世界上的六组份在线自动操作混合浇注技术,可在线一次性完成社会配料中心或工厂的配比混合工艺,并可根据温度在线随意调整,从而生产出与众不同的高强度、节能型、绿色环保的建筑板材。
由于其防火防潮性能好,也常用于其它材料复合板的封边芯材,聚氨酯封边复合板采用彩色涂层钢板为面材,连续岩棉、玻璃丝棉为芯材,度硬质发泡聚氨酯为企口填充,经过高压发泡固化,自动密实布棉并由超长双覆带控制成型复合而成,与传统挂棉维护材料相比,防火、保温效果更佳,性能更持久,安装便捷、外观雅致。是钢建筑维护材料的者。
一般用于建筑物的屋面外层板,该板具有良好的保温、隔热、隔音效果,并且聚氨酯不助燃,符合消防。上下板加聚氨酯的共同作用,具有很高的强度和刚度,下层板光滑平整,线条明朗,增加室内美观度、平整度。安装方便,工期短,美观,是一种新型的建筑材料。
本夹芯板具有轻质、美观和良好的防腐蚀性能,又可直接加工,它给建筑业、造船业、车辆制造业、家具行业、电气行业等提供了一种新型原材料,起到了以钢代木、施工、节约能源、防止污染等良好效果。
进口500中的金属由于在较高温度下强度降低,塑性提高,因此热塑性变形比冷塑性变形容易得多。工业生产中,钢材和许多零件的毛坯都是加热到一定温度后再进行压力加工的(热轧、热锻等)。
中金属材料的热变形(或热加工)和冷变形(或冷加工)的界限,是以再结晶温度来划分的。金属加热至再结晶温度以上进行变形,由塑性变形引起的加工硬化可以通过随后的再结晶过程加以消除。因此,把在再结晶温度以下进行的变形称为冷变形,把在再结晶温度以上进行的变形称为热变形。例如,纯铁的再结晶温度大约为600℃,在此温度以上的变形即属于热变形。钨的熔点为3399℃,其再结晶温度约为1200℃,因此即使在稍低于1200℃的变形仍然属于冷变形。
500耐磨钢板在热变形过程中,金属一方面由于塑性变形引起加工硬化,另一方面由于变形过程在再结晶温度以上进行,会因瞬时再结晶而使硬化得到基本消除。但在此过程中,因加工硬化与变形是同步的,而再结晶属热扩散过程,硬化与软化这两个因素常不能恰好相互抵消。例如,当变形速度大、加热温度低时,由于变形所引起的硬化因素占优势,所以随着变形过程的进行,变形阻力越来越大,甚至会使金属断裂。反之,当变形速度较小而加热温度较高时,由于再结晶和晶粒长大占优势,这时虽然不会引起断裂,但金属的晶粒将变得粗大,也会使金属的性能变坏。因此,热变形时应当认真控制金属的温度与变形程度,使两者的配合尽可能恰当。
- 钢板,合金钢板,耐磨钢板,花纹钢板
- 耐热钢板
- 段本书
- 东北特钢
- 集装箱
- 6k
- 开平
- 合结钢
- 热轧
