2714油缸管厂家生产






- ¥5100.00 ≥5吨
- ¥5200.00 1-5吨
- 2024-12-14 01:17:24
- 山东德润管业有限公司
- Q355B
- 无缝钢管,大口径钢管,薄壁无缝钢管,40cr..
- 山东聊城
- 许经理 18954450066
- 山东德润管业有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
271*4油缸管厂家生产
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,生产流程一般要比热轧要复杂,管坯要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
271*4油缸管厂家生产亮光退火仍坚持其反射表面,而且不发生氧化皮。因为亮光退火进程中不发生氧化反响,所以,不需求再进行酸洗和钝化处理。抛光表面加工No.3:由3A和3B标明。"3A:表面经过均匀地研磨,磨料粒度为8~1。:毛面抛光,表面有均匀的直纹,一般是用粒度为18~2的砂带在2A或2B板上一次抛磨而成。No.4:单向表面加工,反射性不强,这种表面加工或许在建筑运用顶用处广。其工艺进程是先用粗磨料抛光,终究再用粒度为18的磨料研磨。
标准:
船级社材料与焊接规范——船级社(CCS)
挪威船级社(DNV)规范——挪威船级社(DNV)
英国劳氏船级社(LR)规范——英国劳氏船级社(LR)
德国劳埃德船级社(GL)规范——德国劳埃德船级社(GL)
美国船级社(ABS)规范——美国船级社(ABS)
法国船级社(BV)规范——法国船级社(BV)
意大利船级社(RINA)规范——意大利船级社(RINA)
日本船级社(NK)规范——日本船级社(NK)
GB/T5312——国家标准用途:
用于船用锅炉与过热器和Ⅰ、Ⅱ级压力管系用无缝管的制造。主要生产钢管牌号:
320、360、410、460、490等尺寸公差:无缝钢管磁粉检测或渗运检测可有效的发现表面裂纹、折叠、重皮、发纹、针孔等表面缺陷。对于铁磁性材料、应采用磁粉检测法.因其具有较高的检测灵敏度;对于非铁磁性材料,如不锈钢无缝钢管,则采用渗适检测法。
山东德润精密冷拔钢管厂拥有精轧无缝钢管机组16条;冷拔无缝钢管生产线4条;精拔无缝钢管生产线4条;
精轧无缝钢管机组生产线16条,其LG20型精密轧机4台、LG30型精密轧机4台、LG 50型加强型精密轧机6台、LG 120型精轧机2台,现以投入生产,可生产型号:外径4mm---219mm,壁厚从0.8mm---32mm之间,主要生产冷轧精密光亮无缝管,精密钢管,精轧钢管、精密无缝钢管,精轧退火无缝管,精拉无缝钢管。精度在公差正负5丝、偏壁控制在10-30丝、外表光亮、内壁光洁、广泛用于汽车、摩托车、工程机械车制造、工程锚杆、建筑钢筋套筒、油缸、机械加工等广泛领域,年产精密无缝钢管、精轧光亮钢管万吨。
生产异型无缝钢管机组(可生产外径4-400mm*0.5-30mm)的各种异型无缝钢管,可定做六角管、八角管、十二角无缝管,无缝方管、矩形无缝钢管、椭圆管、D型管、半圆管、拱形管、三角形管等各种异形无缝钢管。
可生产材质为:10#、20#、35#、45#、16Mn、27SiMn、20Cr、40cr、15CrMo、35CrMo等 。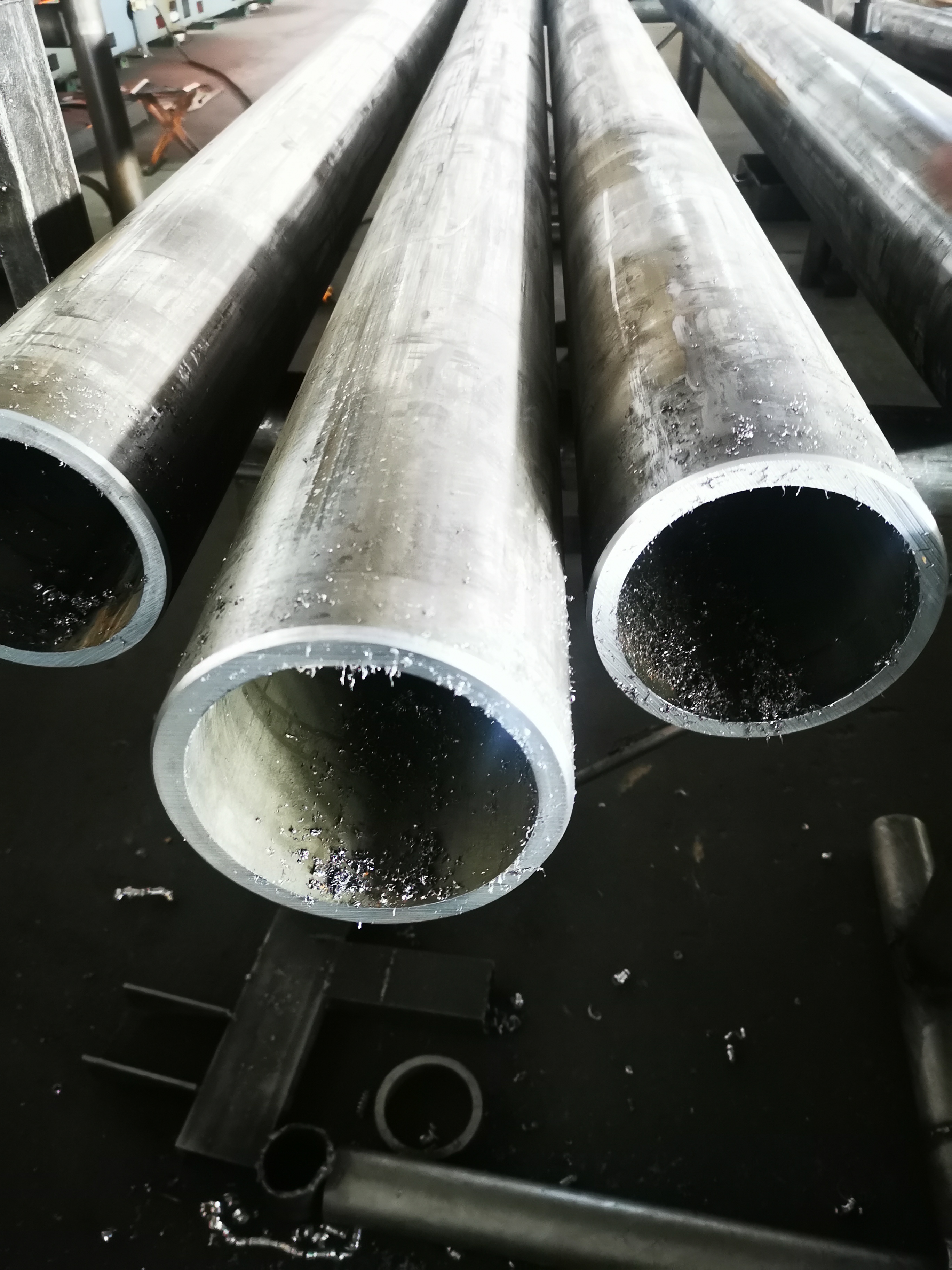
271*4油缸管在这种情况下,水是作为冷却剂与载油剂而起作用的。对这种乳化液的要求是,当一定的流量喷到板面和辊面上时,即能有效地吸收热量,又能油剂以较快的速度均匀的从乳化液中离析,并粘附在板面和辊面上。这样才能及时形成均匀的厚度适中的油膜。乳化液或其它活性剂的多少,则需结合具体的轧制条件通过生产试验确定。冷轧工艺润滑剂常用的有:纱锭油、棉籽油、蓖麻油、棕榈油等各种轧制油和乳化液。棕榈油含有较高的脂肪酸,且性能稳定,故润滑效果好,并且易于从带钢表面除掉,是冷轧中较为理想的润滑剂,但是价格较高。锈钢设备制造过程中的酸洗钝化处理1.1切削加工后的清洗及酸洗钝化不锈钢工件经切削加工后表面上通常会残留铁屑、钢末及冷却乳液等污物,会使不锈钢表面出现污斑与生锈,因此应进行脱脂除油,再用清洗,既去除了铁屑钢末,又进行了钝化。接前后的清洗及酸洗钝化由于油脂是氢的来源,在没有清除油脂的焊缝中会形成气孔,而低熔点金属污染(如富锌漆)焊接后会造成开裂,所以不锈钢焊前将坡口及两侧2mm内的表面清理干净,油污可用擦洗,油漆锈迹应先用砂布或不锈钢丝刷清除,再用擦净。
- 无缝钢管,大口径钢管,薄壁无缝钢管,40cr..
- 无缝钢管
- 山东聊城
- 许经理
- 山东德润管业有限公司
- Q355B
- 圆管
- 定制样品
- 优等品
- 76.0



