3pe防腐无缝钢管厂家聚乙烯防腐直缝钢管DN32宏科华自产自销






1/6
- ¥33.00 ≥ 1平米
- 2024-12-24 05:44:03
- 其它
- 10Mn
- 聚乙烯防腐直缝钢管,三层聚乙烯缠绕防腐..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数




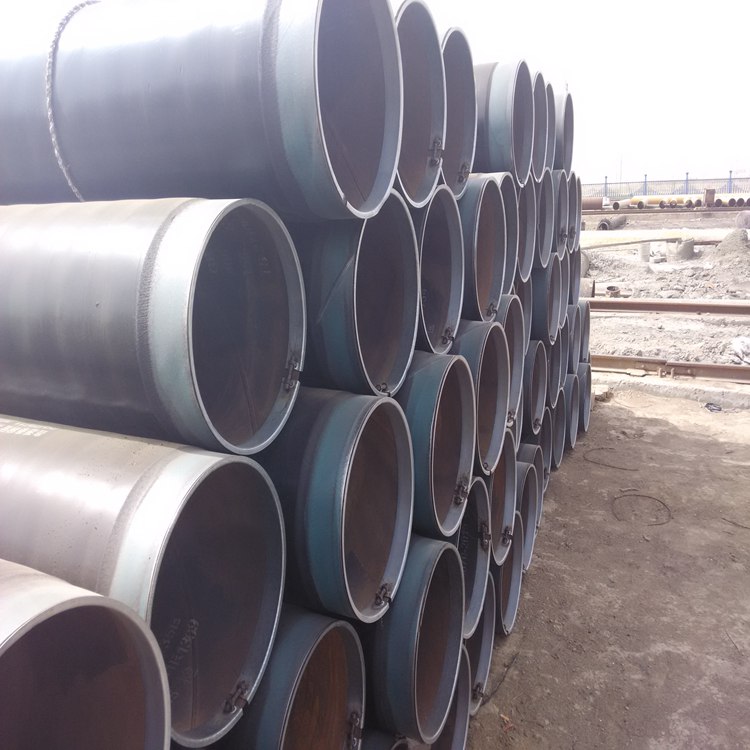
高密度聚3pe防腐钢管根据主要规范聚与高密度聚为主,维卡软化点定为不小于110℃;外防腐层的厚度按以低、中密度聚为主的来确定,了3pe防腐层的抗冲击强度内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而的焊接,焊完的焊缝均经过在线连续超声波自动伤仪检查,了螺旋焊缝的无损检验覆盖率,若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时去除缺陷
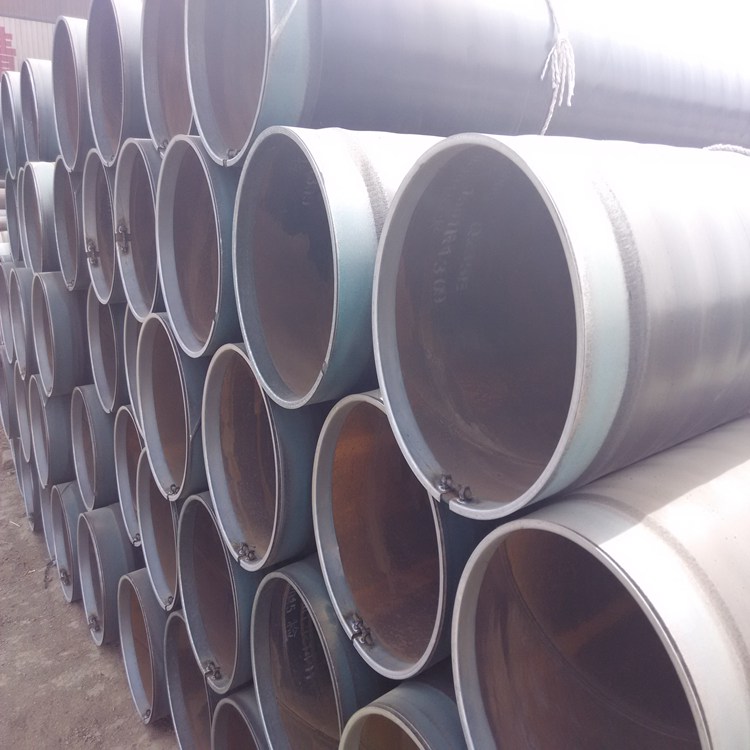
高密度聚3pe防腐钢管根据主要规范聚与高密度聚为主,维卡软化点定为不小于110℃;外防腐层的厚度按以低、中密度聚为主的来确定,了3pe防腐层的抗冲击强度螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序

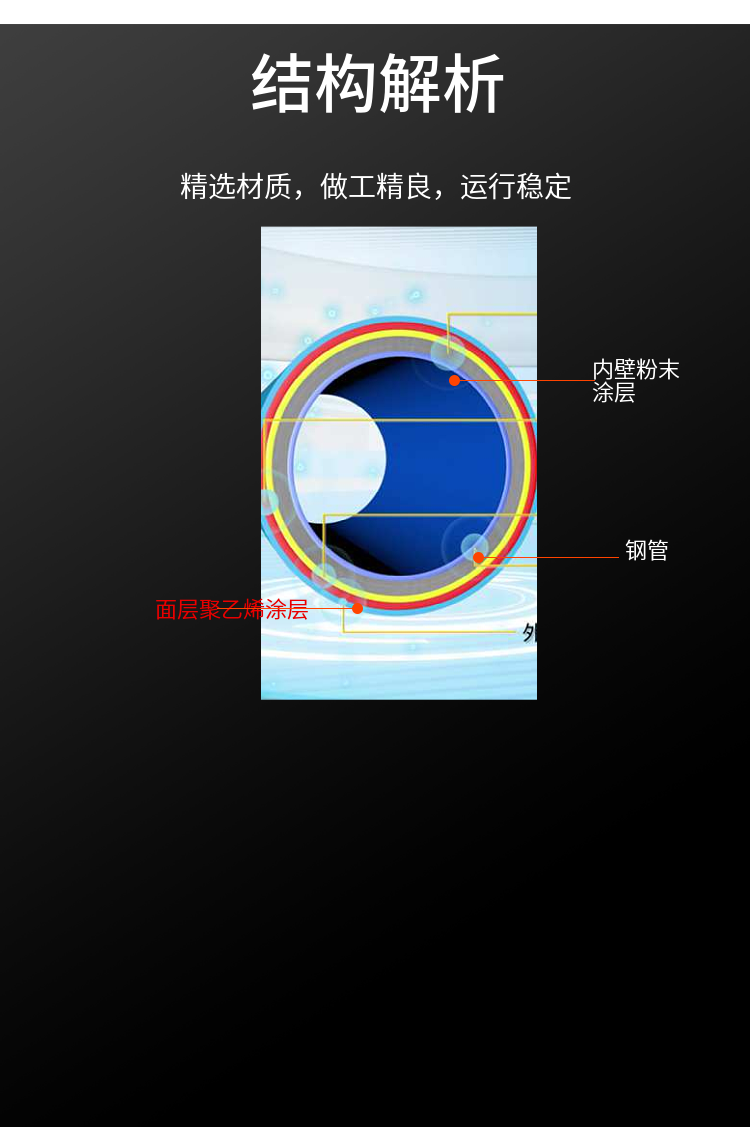
执行SY/T0413-2002,为聚和高密度聚主要支配,维卡软化点不低于110℃;根据德DIN30670-1991基于确定的低,中密度聚防腐层的厚度,3pe防腐层的抗冲击强度三种材料融为一体,并与钢管牢固结合形成优良的防腐层,(三层聚防腐是目前内外埋地管道外防腐技术体系之一,其具有防腐性能好、吸水率低、机械强度高等性能,近年来在内埋地输水、输气、输油道管上了广泛的应用
- 聚乙烯防腐直缝钢管,三层聚乙烯缠绕防腐..
- 无缝钢管
- 贾经理
- 其它
- 10Mn
- 半圆形
- 深加工(冲压、折弯等)
- 优等品
- 其它
宏科华管道装备制造有限公司为你提供的“3pe防腐无缝钢管厂家聚乙烯防腐直缝钢管DN32宏科华自产自销”详细介绍



