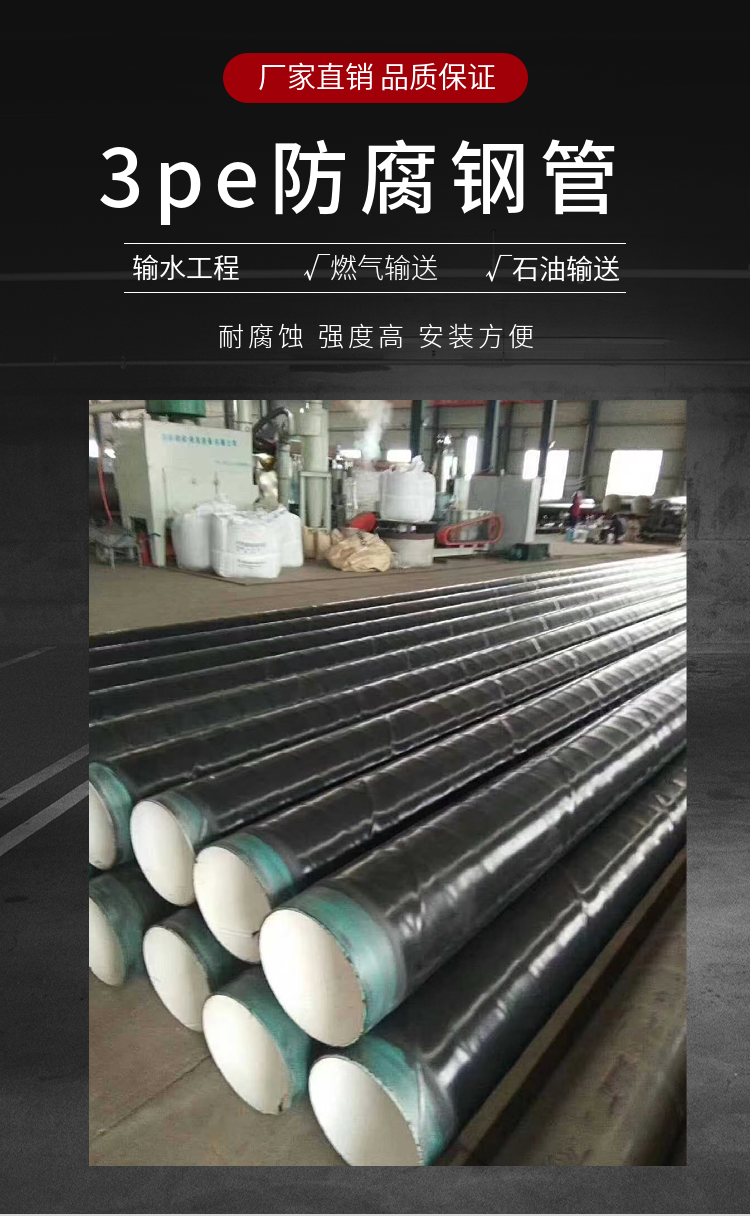
DN9003pe防腐钢管3pe加强级防腐管厂家




1/6
- ¥33.00 ≥ 1平米
- 2024-09-19 00:29:44
- 其它
- 10Mn
- 3pe防腐钢管 ,三层聚乙烯缠绕防腐管,天然..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数





当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好输送钢管API Spec 5L GB/T9711-1997 SY/T5037-2000 管端外径偏差+2.38mm -0.79mm D<508 ±0.75%D或±2.5取小值,D≥508 ±0.50%D或±4.5取小值

当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好的生产工况便于焊接的控制和几何尺寸的,由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有管口椭圆度和端面垂直度,了现场钢管焊接组对时的组对精度

检查可控硅及配电柜内水管是否畅通,水压是正常电器元件的冷却;在设备启动后观察冷转换指示,逆变指示灯的状态施工中先开启传动线,再开启中频感应预热装置,以免出现钢管局部过热的情况;钢管经过传动线进入中频加圈,远红外测温仪测其温度状况,将温度控制在所需范围内,时时监测钢管的温度,生产运行情况记录下来;工作人员定时观察冷却水情况以及工作电压的运行情况,如发现异常情况马上停机处理
- 3pe防腐钢管 ,三层聚乙烯缠绕防腐管,天然..
- 无缝钢管
- 贾经理
- 其它
- 10Mn
- 半圆形
- 深加工(冲压、折弯等)
- 优等品
- 其它
宏科华管道装备制造有限公司为你提供的“DN9003pe防腐钢管3pe加强级防腐管厂家”详细介绍
推荐信息
-
 3pe防腐螺旋焊接钢管天然气3pe防腐钢管哪里卖3pe防腐钢管
3pe防腐螺旋焊接钢管天然气3pe防腐钢管哪里卖3pe防腐钢管 -
3pe防腐螺旋管天然气防腐钢管天然气用3pe防腐钢管厂家
-
 3pe管燃气管道的防腐钢管3pe防腐管厂家
3pe管燃气管道的防腐钢管3pe防腐管厂家 -
 3pe直缝钢管过路3pe防腐钢管3pe加强级防腐钢管厂家
3pe直缝钢管过路3pe防腐钢管3pe加强级防腐钢管厂家