裕馗集团/四川开平冷轧钢卷钢厂经销商\一站式供应预售期货钢材






- ¥3800.00 ≥300吨
- ¥4000.00 200-300吨
- ¥4100.00 100-200吨
- 2024-05-06 10:48:05
- 钢板,钢管,型钢,建材
- 四川成都
- 赵文杰 15760366589
- 四川裕馗供应链管理集团有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
目前无缝钢管市场竞争日趋激烈,由于受其生产工艺的限制,无缝钢管的生产成本一直偏高,从而造成其经济效益逐渐下降。随着冶金行业的技术进步,代替无缝钢管-的新产品也开始崭露头角,那么新产品到底能否达到无缝钢管的各项指标呢?他们之间又有什么本质的区别呢?下面就市场上两种容易混淆的产品,热张力减径钢管与直缝-焊管之间的区别做一简单阐述。焊缝的质量直接决定着焊管的质量,也是焊管与无缝管差异所在。直缝焊管在高频焊接后,直缝中集碳不能消除,焊缝与母体只是衔接在一起,并没有完全熔为一体,-经不住时间和高压的考验。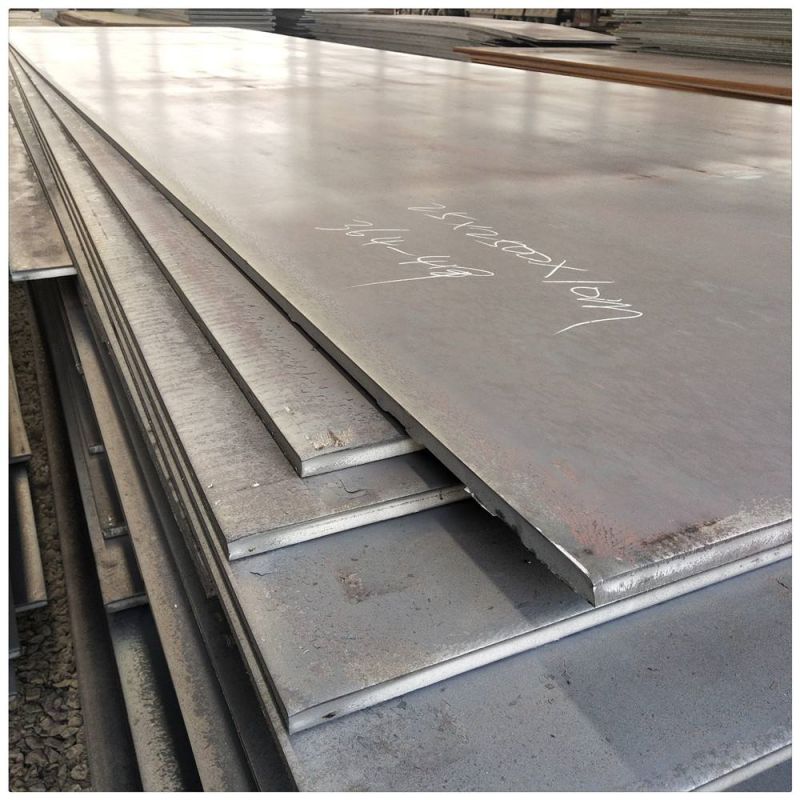
裕馗集团总部位于成都市金牛区量力钢材城市场内,拥有大型立办公楼,员工规模上百人;是一家服务钢铁产品流通的区域性国标钢材销售贸易经销代理企业;部分钢材现货来源为“攀钢、钢钒、威钢、达钢、重钢、昆钢、德胜、玉钢、酒钢、柳钢、八钢、龙钢、汉钢、水钢、太钢、长治、首钢、安钢、舞钢、湘钢、涟钢、宝钢、武钢、南钢、山钢、马钢、鞍钢、本钢、凌钢、包钢、河钢”等国内钢厂。
裕馗集团四川销售区域城市:成都、绵阳、德阳、南充、宜宾、自贡、乐山、泸州、达州、内江、遂宁、攀枝花、眉山、广安、资阳、凉山、广元、雅安、巴中、阿坝、甘孜、安岳、广汉、简阳、仁寿、射洪、大竹、宣汉、渠县、长宁
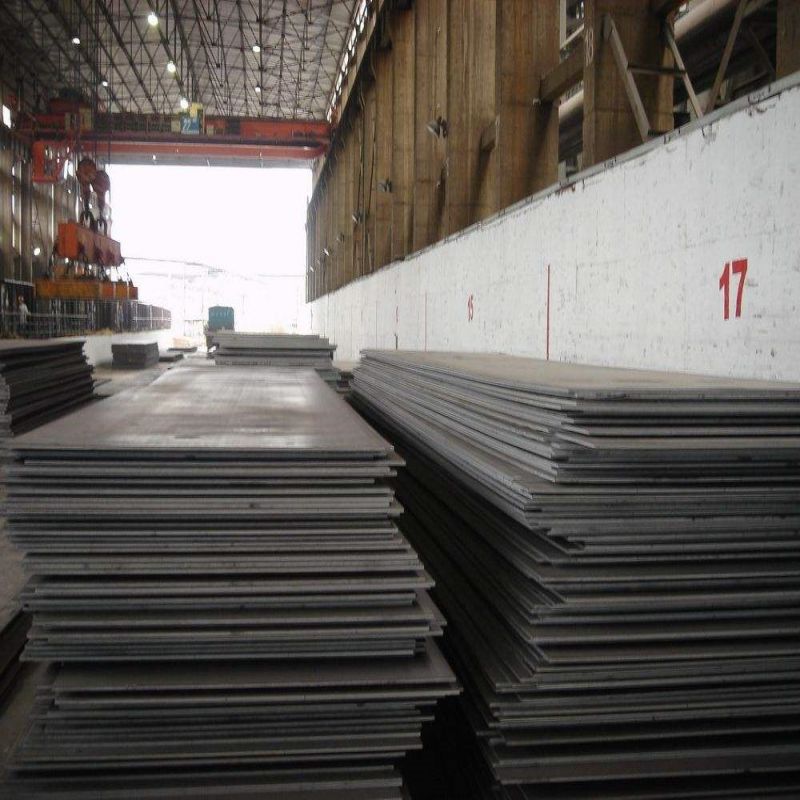
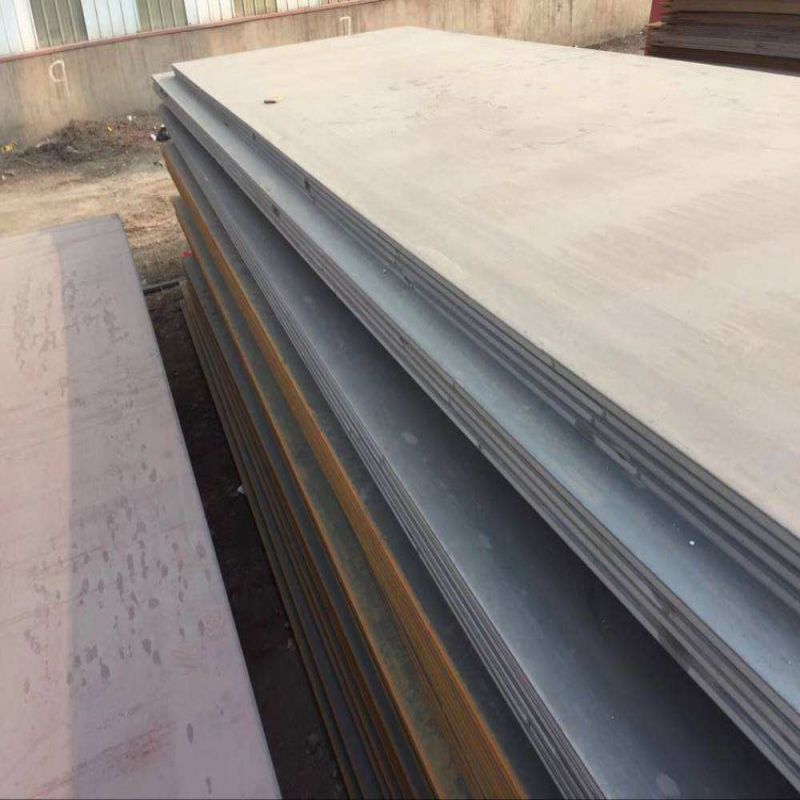
裕馗集团主营产品:热轧钢板、热轧型钢、热轧钢管、建筑钢材
欢迎您来电咨询。
正火的目的,对亚共析钢而言,与完全退火相似,但因冷却速度双退火快,正火后钢中珠光体数量较退火稍多,片层厚度较薄,故正火后钢的强度、硬度较退火高些。对于过共析钢,正火只是为了消除网状渗碳体,改善钢的力学性能。回火主要是为了消除应力,稳定钢件的组织和尺寸,并达到零件要求的使用性能。针对于大截面零件而言的:有以下作用——且非常重要:1)对于像电机轴、压机容器等零件(材质一般为碳钢或低合金结构钢)而言,正火+高温回火就是其终热处理因此正火后及时回火处理能有效的稳定组织及尺寸,进一步消除工件内应力,对提高综合力学性能有明显作用;对于大型锻件而言,正火后及时高温回火(一般还在中间加一次过冷)除了能达到前面所述之目的外,还有扩氢的重要作用,特别是高淬透性钢,(氢是产生白点的因素)而大锻件若内部产生了白点的话一般都要报废。概述硬聚氯(PVC-U)管具有重量轻、强度高、耐腐蚀、管壁光滑水力阻力系数小、施工安装方便及水密性能好等特点。用于埋地排水管道不仅施工速度快、周期短,还能更好地适应管道的不均匀沉降,使用寿命可达5年以上。国外在排水管道中早已广泛使用。我国由于适合埋地排水管道特点的,以承受外压荷载为主的PVC-U管材开发较晚,因此其在排水工程中的应用滞后于建筑排水和城镇给水工程中的应用。年代初期,国内相继生产出PVC-U双壁波纹管、加筋管和肋式卷绕管等特殊型式的异形管材,管材价格较普通直壁管大幅下降,使PVC-U管在排水工程中的推广应用成为可能。

加热温度过高,加热时间过长,都会引起钢材内部组织的变化,破坏原材料材质的机械性能。钢材加热温度的判断钢材加热温度可从加热时所呈现的颜色来判断颜色温度(℃)颜色温度(℃)黑色47℃以下亮樱红色8~83℃暗褐色52~58℃亮红色83~88℃赤褐色58~65℃黄赤色88~15℃暗樱红色65~75℃暗黄色15~115℃深樱红色75~78℃亮黄色115~125℃樱红色78~8℃黄白色125~13℃弯曲加工工艺在钢材达到规定温度后,对钢材进行成型加工。经检验,在塔里木石化厂油罐区的地下管道防腐层较好,电流衰减幅度较小,而在雅克拉炼油厂的检测中,该厂的调和泵房处的柴油管线至加热处的埋地管线,其防腐层损坏严重,电流下降大。该厂的调和油泵房处的汽油管线至加热炉处的埋地管线,其防腐层较好的情况与损坏严重情况并存,破损处的电流急剧下降,对判定存在严重破损的两处管线开挖,发现,柴油管线外防护层破损较严重,汽油管线外防护层局部已经完全破损,管壁已严重减薄,一经挖开就发生了泄漏。

化学除油液中的氢氧化钠有的乳化作用,碳酸钠具有一定的去油能力,其水解也可以产生一部分碱,同时又是乳化剂良好的载体,OP乳化剂是一种表面活性剂,其具有良好的润湿作用和乳化作用,在化学除油液里面添加一定量的OP除油效果会大大增强。化学抛光中的磷酸是一种中等强度酸,在抛光过程中既能起到溶解作用又能在不锈钢表面形成一层不溶性磷酸盐转化膜,防止不锈钢过渡溶解。当磷酸含量低时形成的转化膜不足,不住钠和对不锈钢表面的过溶解作用,导致不锈钢表面发生过腐蚀。浇铸加强清洁工作,耐火材料使用莫来石砖,减少由于钢水冲刷形成的外来夹杂物;镇静时间不小于8min,让包内夹杂物充分上浮;钢包下水口和浇注漏斗砖之间使用自燃式保护罩,利用其燃烧过程中消耗周围的氧气,来防止钢液的二次氧化。轧钢工艺路线采用:350mm钢锭修磨控温加热开坯修磨控温加热三辊粗轧连轧收集。轧制技术要求:由于该钢种宽展较304钢种小,接近316钢种,在轧制过程中,特别注意黑头情况,严禁钢坯头部淋水;放慢轧制节奏,严禁方坯在机前辊道降温;密切注意进中轧的温度不小于1080℃。
- 钢板,钢管,型钢,建材
- 建筑钢材
- 四川成都
- 赵文杰
开平冷轧钢卷信息
-
 冒险解密游戏装扮游戏体感游戏场景设计模型设计网页游戏¥ 5000
冒险解密游戏装扮游戏体感游戏场景设计模型设计网页游戏¥ 5000 -
 内江隆昌铜线回收什么价格¥ 85000
内江隆昌铜线回收什么价格¥ 85000 -
 广东QU70轨道压板码头钢轨压板制造工厂¥ 6
广东QU70轨道压板码头钢轨压板制造工厂¥ 6 -
 经营安防监控尾线电话面议
经营安防监控尾线电话面议 -
 正规网络高清摄像机尾线报价及图片,IP摄像机尾线面议
正规网络高清摄像机尾线报价及图片,IP摄像机尾线面议 -
 LVDS连接线批量生产,LVDS屏线,液晶屏线面议
LVDS连接线批量生产,LVDS屏线,液晶屏线面议






VIP推荐信息
-
 武汉视频号广告开户,腾讯广点通推广,朋友圈推广
武汉视频号广告开户,腾讯广点通推广,朋友圈推广 -
 武汉朋友圈推广,腾讯广点通广告开户,视频号广告推广
武汉朋友圈推广,腾讯广点通广告开户,视频号广告推广 -
武汉朋友圈推广,武汉朋友圈广告开户,视频号短视频推广
-
 武汉腾讯广点通推广,武汉腾讯广点通开户,朋友圈广告开户
武汉腾讯广点通推广,武汉腾讯广点通开户,朋友圈广告开户


