DN153层pe防腐钢管3pe防腐钢管产地





1/6
- ¥33.00 ≥ 1平米
- 2024-09-08 06:13:50
- 其它
- 10Mn
- 3层pe防腐钢管,三层聚乙烯缠绕防腐管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数





钢管防腐层制作结束后采用循环水浇涂的进行冷却固定成型,循环水浇涂室对防腐完的钢管进行防腐层表层的冷却时应逐段分次的进行螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管,其规格用外径*壁厚表示,焊管应水压试验、焊缝的抗拉强度和冷弯性能要符合规定

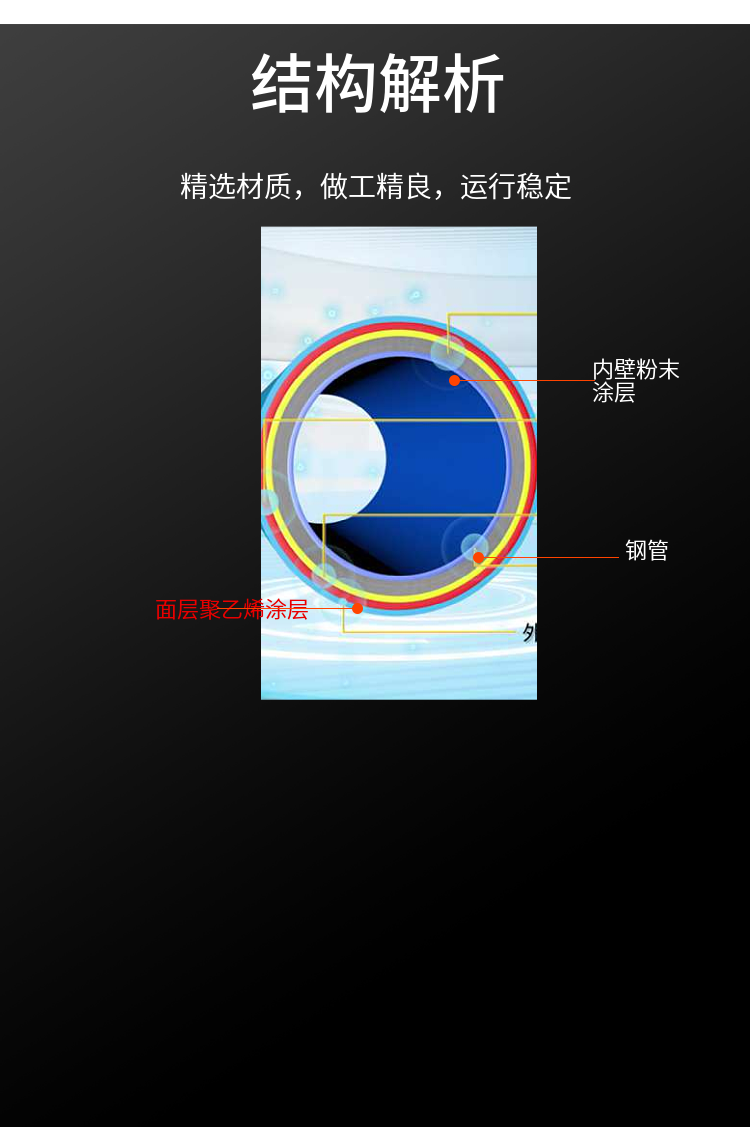
结构由以下三层组成:底层为熔结环氧粉末,厚度≥80μm;中间为胶粘剂厚度170-250μm;面层为挤塑聚厚度约2mm,这种厚度属于普通级,还分加强级和特加强级,防护层总厚度约1.8-3.7mm采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产
需要把钢管加热到200℃以上,但如果温度过高,会出现环氧粉末固化反应太快,粉末熔化不均匀,涂层与钢管表面的附着力下降;在胶粘剂前,环氧树脂消耗,部分失去和胶粘剂的结合能力;熔结环氧粉末层可能发生轻度焦化涂层剥离检验不合格因此控制温度很重要 执行: GB/T23257-2009 《埋地钢质管道聚防腐层技术》、SY/T0413-2002 《埋地钢制管道聚防腐层技术》、DIN30670-91 德《钢管和管件的聚涂层技术》、CAN/CSA-Z245.21-M92 加拿大《钢管外壁聚防腐涂层技术》 普通级3pe防腐钢管管道结构:层环氧粉末(FBE>100um),二层胶粘剂(共聚胶)170~250um,三层聚(PE)2.5~3.7mm
- 3层pe防腐钢管,三层聚乙烯缠绕防腐管,天..
- 无缝钢管
- 贾经理
- 其它
- 10Mn
- 半圆形
- 深加工(冲压、折弯等)
- 优等品
- 其它
宏科华管道装备制造有限公司为你提供的“DN153层pe防腐钢管3pe防腐钢管产地”详细介绍


