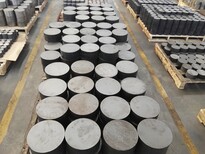
QT500-7球墨铸铁铸造生铁板生铁棒无气孔砂眼铸铁棒





- 面议
- 2020-07-09 16:54:01
- 其它
- 铸造
- 零切球铁,水平连铸铸铁,无气孔球铁,球铁..
- 江苏苏州
- 李晓慧 15335257044
- 昆山亨荣昌金属材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
水平连铸铸铁型材的特性
1、铸铁型材不使用砂型或涂料等传统造型材料,所以连铸型材不会有因砂型铸造而引起缺陷.
2、采用水冷石墨和铸件凝固时与保温炉内大量铁水相连,温度梯度较大,限度的减少了缩孔(松),组织细小致密,材料均匀性好。
3、材料表面光洁度高,尺寸精度高。
4、型材品质稳定,不易产生波动。
5、型材尺寸可变化,各种材质,形状与尺寸的型材均可生产。
铸铁型材的使用性能:
1、切削性能好,在切削速度相同情况下可比砂型铸件节电1/2左右。
2、抗渗漏性好,耐油压强度高,
3、抗压强度砂型铸造一个牌号以上。
4、可根据需要对型材进行各种热处理。
5、抗疲劳性好,砂型铸件的疲劳比在40%左右,而铸铁型材疲劳比可达60%以上。
6、加工余量与加工工时均可减少50%,刀具消耗减少70%,毛坯材料节约12%~50%,加工表面糙粗度提高.
系统地测定了稀土镁球墨铸铁的力学性能及其他性能,测定了稀土镁球墨铸铁的比重、导热性、电磁性等物理性能,结合金相标准研究了石墨和基体组织对球墨铸铁性能的影响规律。系统地测定了铁素体球墨铸铁在常温、低温、静态和动态条件下的各种性能。此外,还研究了稀土镁球墨铸铁的应力应变性能、小能量多冲抗力和断裂韧性,并开始用于指导生产。结合球墨铸铁齿轮的应用,还系统地研究了球墨铸铁的弯曲疲劳强度和接触疲劳强度,以及球墨铸铁齿轮的点蚀、剥落机理等。
制造步骤
(一)严格要求化学成分,对原铁液要求的碳硅含量比灰铸铁高,降低球墨铸铁中锰,磷,硫的含量
(二)铁液出炉温度比灰铸铁更高,以补偿球化,孕育处理时铁液温度的损失
(三)进行球化处理,即往铁液中添加球化剂
(四)加入孕育剂进行孕育处理
(五)球墨铸铁流动性较差,收缩较大,因此需要较高的浇注温度及较大的浇注系统尺寸,合理应用冒口,冷铁,采用顺序凝固原则
(六)进行热处理
- 零切球铁,水平连铸铸铁,无气孔球铁,球铁..
- 生铁
- 江苏苏州
- 李晓慧
- 其它
- 铸造
- 其它
- 其它
- 其它
- 其它
- 铸铁
高密度球墨铸铁型材信息
-
 镀锌钢格板镀锌钢格栅钢格板厂家,支持定制面议
镀锌钢格板镀锌钢格栅钢格板厂家,支持定制面议 -
 客车)溧阳到青岛卧铺汽车(发车时刻表)几点发车多久可以到面议
客车)溧阳到青岛卧铺汽车(发车时刻表)几点发车多久可以到面议 -
 辽源卷板机回收辽源卷板机回收价格¥ 188
辽源卷板机回收辽源卷板机回收价格¥ 188 -
 北京大兴普通级3pe防腐钢管厂家直销面议
北京大兴普通级3pe防腐钢管厂家直销面议 -
 镀锌金属钢格板A闻喜县镀锌金属钢格板A镀锌金属钢格板批发¥ 119
镀锌金属钢格板A闻喜县镀锌金属钢格板A镀锌金属钢格板批发¥ 119 -
 彩喷墨水可以邮寄到越南吗需要鉴定资料证明吗¥ 35
彩喷墨水可以邮寄到越南吗需要鉴定资料证明吗¥ 35









