内蒙古无缝钢管施工方式





- 面议
- 2024-05-23 07:56:38
- 无缝钢管
- 山东金博源金属材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
生产工艺
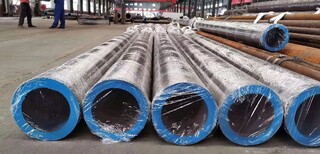
无缝钢管
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。
圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
钢材力学性能是钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。
测定布氏硬度较准确可靠,但一般HBS只适用于450N/mm2(MPa)以下的金属材料,对于较硬的钢或较薄的板材不适用。在钢管标准中,布氏硬度用途广,往往以压痕直径d来表示该材料的硬度,既直观,又方便。
钢管几何尺寸及外形检查:
①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。
②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出大点、小点。
③钢管长度检查:钢卷尺、人工、自动测长。
④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。
⑤钢管端面坡口角度和钝边检查:角尺、卡板。
热轧管有三个基本工序:
①在穿孔机上将锭或坯穿成空心厚壁毛管;
②在延伸机上将毛管轧薄,延伸成为接近成壁厚的荒管;
③在精轧机上轧制成所要求的成品管。轧管机组系列以生产钢管的大外径来表示(见轧机)。
- 无缝钢管
- 无缝钢管
- 武经理
无缝钢管施工方式信息
-
 甘孜正规陶瓷纤维模块厂家-硅酸铝模块面议
甘孜正规陶瓷纤维模块厂家-硅酸铝模块面议 -
 辽宁无缝钢管定制面议
辽宁无缝钢管定制面议 -
 江西正规陶瓷纤维模块厂家-硅酸铝模块面议
江西正规陶瓷纤维模块厂家-硅酸铝模块面议 -
 密云供应陶瓷纤维模块厂家-硅酸铝模块面议
密云供应陶瓷纤维模块厂家-硅酸铝模块面议 -
 广西无缝钢管加工面议
广西无缝钢管加工面议 -
 茂名销售陶瓷纤维模块厂家-硅酸铝模块面议
茂名销售陶瓷纤维模块厂家-硅酸铝模块面议








