优尔鸿信无损检测,湖州工业CT检测第三方检测机构


- 面议
- 2024-11-18 02:40:31
- 工业CT检测,无损检测,X_Ray检测,无损探伤..
- 杨先生 18912737176
- 优尔鸿信检测技术(深圳)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
无损检测特点:
1、非破坏性
非破坏性——是指在获得检测结果的同时,除了剔除不合格品外,不损失零件。因此,检测规模不受零件多少的限制,既可抽样检验,又可在必要时采用普检。因而,更具有灵活性(普检、抽检均可)和可靠性。
2、互容性
互容性——即指检验方法的互容性,即:同一零件可同时或依次采用不同的检验方法;而且又可重复地进行同一检验。这也是非破坏性带来的好处。
3、动态性
动态性——这是说,无损探伤方法可对使用中的零件进行检验,而且能够适时考察产品运行期的累计影响。因而,可查明结构的失效机理。
4、严格性
严格性——是指无损检测技术的严格性。无损检测需要仪器、设备;同时也需要训练的检验人员,按照严格的规程和标准进行操作。
5、检验结果的分歧性
检验结果的分歧性——不同的检测人员对同一试件的检测结果可能会有分歧。特别是在超声波检验时,同一检验项目要由两个检验人员来完成。需要“会诊”。
概括起来,无损检测的特点是:非破坏性、互容性、动态性、严格性以及检测结果的分歧性等。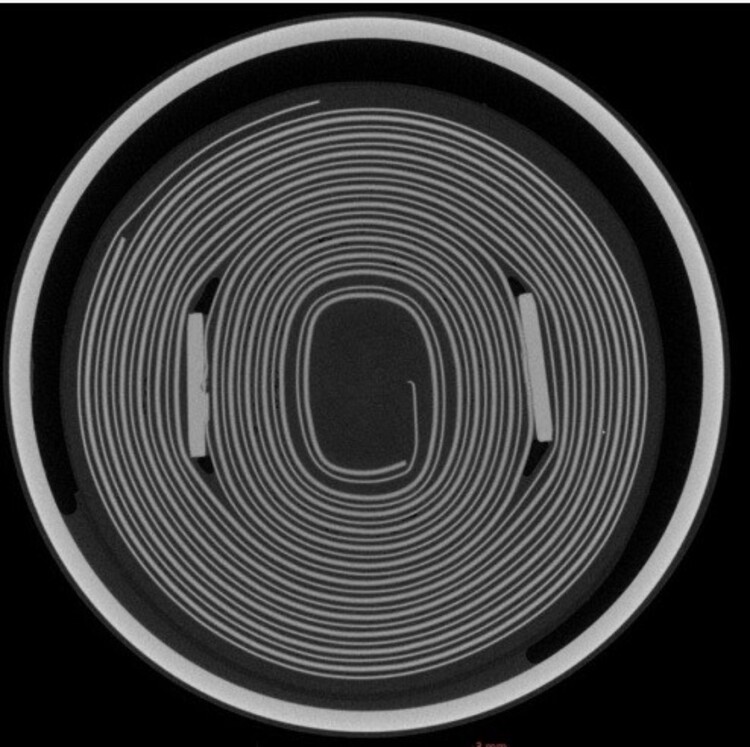
磁粉、超声波、渗透、射线、数字射线图像检测适用于各种材料、零件、装置和设备的无损检测。声发射检测、超声显微镜、超声C扫描、涡流检测、漏磁检测、工业CT、中子照片、激光全息和激光干涉测量等,适用于特殊需求的无损检测。
具体检查范围:
1、检查焊接表面的缺陷。检查焊接表面的裂纹、未焊接、焊接泄漏等焊接质量。
2、内腔检查。检查表面裂纹、剥皮、拉丝、划痕、凹坑、凸起、斑点、腐蚀等缺陷。
3、状态检查。有些产品(如蜗轮泵、发动机等)工作后,按技术要求进行内窥检查。
4、组装检查。有要求和需求时,使用同一个三维工业视频内窥镜检查组装质量的组装或某个工序完成后,检查各部件的组装位置是否符合图案和技术条件的组装缺陷。
5、多余的检查。检查产品内腔残留的内屑、外来物等多余物。
工业CT检测主要用于检测高密度和大尺寸物体,应用高能量X射线探,需有更高的系统分辨力等等。目前工业CT技术的应用十分广泛;在汽车等制造领域,可以用于零部件的缺陷检测、质量控制和实效分析;在电子行业,可以用于芯片封装多余物检测、封装工艺改进和逆向设计;在航空航天领域可用于产品质量控制、装配工艺分析;总之,凡是需要观测样品内部结构的场合都能用到工业CT,是一种十分理想的无损检测手段。
- 工业CT检测,无损检测,X_Ray检测,无损探伤..
- 性能检测
- 杨先生

