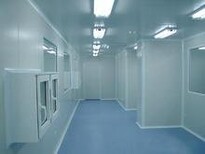
松山湖供应厂房办公室设计装修款式厂房办公室装修





- ¥99.00
- 2025-01-05 06:44:15
- 广东
- 简约现代
- 办公室写字楼装修设计,厂房办公室装修,无..
- 汪先生 18925511978
- 东莞市恒鑫建筑装饰工程有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
一、钢结构厂房施工放样
首要根据设计图纸会同土建单位对轴线、标高等进行核对,施工前再使用经纬仪和水准仪对轴线、标高进行复核,确认无误后一起做好符号和记载,即完成放大样;然后再对钢柱在根底上的十字轴线和连接面边线进行核实确认,即完成放小样作业。在钢柱定位时应留意避免螺栓与钢柱脚磕碰而形成变形损坏,以及减少螺栓纠正之后的强度损耗。
二、钢结构厂房根底混凝土预埋螺栓
根底混凝土浇捣之前,应对预埋螺栓的长度、方位、标高等进行仔细的核对和确认,并固定牢靠,一起,应用黄油、塑料薄膜等对螺栓丝口进行包裹维护,以避免混凝土浇捣时对丝口部分形成污染,影响螺栓装配。混凝土浇捣时,留意做好对预埋螺栓的定位,避免螺栓位移形成标高、方位等的改变。
三、钢结构厂房钢结构加工制造
1.下料图单:首要对钢材质量证明书和复试报告进行检查,对资料的外形尺寸、规格型号以及外观质量等进行仔细检查。
2.放样号料。清楚标明螺栓、加强板的方位方向以及中心线、检验线等,不易符号时可选用制造样板的方法进行直观表示,一起留意应预留切开、铣加工、焊接加工、装置作业时的缩短尺寸余量,并对资料的变形、弯曲等进行纠正,准备下料。
3.切开下料。下料前应对待加工钢板外表的铁锈、油迹等污染物进行清除,切开后再将产生的铁屑等飞溅物清理洁净。
4.组立成型。组立前对钢材进行纠正,确保误差值在规定范围内,接触面无杂质,确保装组严密,质量合格,然后根据施工及验收规范选用组立机进行组立作业。
5.焊接。选用埋弧焊机进行作业,焊接首要流程包含:焊前检查、预热除锈、装引弧板和焊垫板、埋弧焊接、焊后检查。焊接前先对坡口视点、间隙等进行检查,将坡口内油污、锈班等清理洁净。焊接前用气焊或特制烤枪对坡口100mm范围内的母材均匀加热,使其到达预热温度。
合金材质检测机构
合金材料在建筑工程和科学技术等领域有着广泛用途,各领域对其性能要求不同,因此对各类合金材料的检测十分重要
检测产品
钢材、铜材、铝材等各类合金
合金制品:钢管、铜材铝材、钢板型钢、焊接材料、门窗、卷帘门、厨房用品、各种金属挂件、机器零件、车辆配件等
检测项目
物理性能:磁性能、电性能、热性能、抗氧化性能、耐磨、盐雾、腐蚀、密度、热膨胀系数、弹性模量、硬度;
化学性能:大气腐蚀、晶间腐蚀、应力腐蚀、点蚀、腐蚀疲劳、人造气氛腐蚀;
力学性能:拉伸、弯曲、屈服、疲劳、扭转、应力、应力松弛、冲击、磨损、硬度、耐液压、拉伸蠕变、扩口、压扁、压缩、剪切强度等;
工艺性能:细丝拉伸、断口检验、反复弯曲、双向扭转、液压试验、扩口、弯曲、卷边、压扁、环扩张、环拉伸、显微组织、金相分析;
无损检验:X射线无损探伤、电磁超声、超声波、涡流探伤、漏磁探伤、渗透探伤、磁粉探伤
失效分析:断口分析、腐蚀分析等;
金相检验:宏观金相、微观金相;
检测标准
GB/T 18590-2001 金属和合金的腐蚀 点蚀评定方法
GB/T 14995-2010 高温合金热轧板
GB/T 14996-2010 高温合金冷轧板
GB/T 10567.1-1997 铜及铜合金加工材余应力检验方法 硝酸亚汞试验法
GB/T 10686-2013 铜合金工具防爆性能试验方法
GB/T 19869.2-2012 铝及铝合金的焊接工艺评定试验
GB/T 15114-2009 铝合金压铸件
GB/T 15530.1-2008 铜合金整体铸造法兰
GB/T 1527-2006 铜及铜合金拉制管
GB/T 16865-2013 变形铝、镁及其合金加工制品拉伸试验用试样及方法
§§ 1000
+# 基于Arduino的网络监控
§§ --- README.md
-##硬件要求
§§ 1002
+## 硬件要求
§§ --- README.md
-##软件要求
§§ 1007
+## 软件要求
§§ --- README.md
-##实现功能
§§ 1011
+## 实现功能
§§ --- README.md
-##相关程序
§§ 1014
+## 相关程序
§§ --- README.md
-##工作原理
§§ 1020
+## 工作原理
§§ --- README.md
-##使用说明
§§ 1025
+## 使用说明
- 办公室写字楼装修设计,厂房办公室装修,无..
- 厂房装修
- 汪先生
- 广东
- 简约现代



