海淀哪里回收搪瓷反应釜二手15立方搪瓷反应釜,不锈钢反应釜




- ¥30000.00
- 2024-12-23 03:23:41
- 长城
- 搪瓷反应釜
- 搪瓷反应釜,不锈钢反应釜,电加热反应釜,..
- 周华振 17660184818
- 梁山县振华二手设备购销有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
使用压力:0.2---0.4Mpa
耐酸性: 对各种有机酸、无机酸、有机溶剂均有较好的抗蚀性。如将搪玻璃试样置于20%HCI溶液中煮沸48h,腐蚀速率为0.9g/m.d(优等品指标为1.0g/m.d)。
瓷层厚度:玻璃设备的瓷层厚度0.8-2.0mm,搪玻璃设备附件的瓷层厚度0.6-1.8mm。
耐压电:搪玻璃具有良好的绝缘性,当搪玻璃在规定厚度内用20KV高频电火花检查瓷层时,高频电火花不能击穿瓷层。
耐冲击性:玻璃层的内应力越小,弹性越好,硬度越大,抗弯抗压强度越高,则耐冲击就越好。玻璃层在规定厚度内,用直径30mm,重量112g钢球冲击时,其冲击功为282×10J(优等品指标为260×10J)。
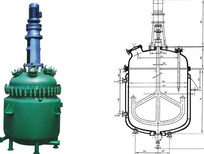
搪瓷釜是将含硅量高的瓷釉喷涂到低碳钢胎表面,经900℃左右的高温焙烧,使瓷釉密着于金属钢胎表面而形成,由于这两种材料的机械性能和物理性能各不相同,因此搪瓷釜的破损原因也多样,一般有以下几种原因:
搪瓷反应釜经900℃高温焙烧,冷却后搪瓷与钢板粘结在一起。由于搪瓷的线膨胀系数和延伸率小于钢板,因此冷却后搪玻璃的变形量小于钢板的变形量,搪瓷受到钢板的约束产生压应力。搪瓷釜制成后,其搪玻璃即存在预压缩应力,而钢板则存在预拉伸应力。由于预应力与线膨胀系数和延伸率相关,线膨胀系数和延伸率与温度又密切相关,因此搪瓷釜的工作温度对搪瓷釜的使用影响很大。如果因温度变化大而使搪瓷产生的应力超过其使用应力,搪瓷将被破坏。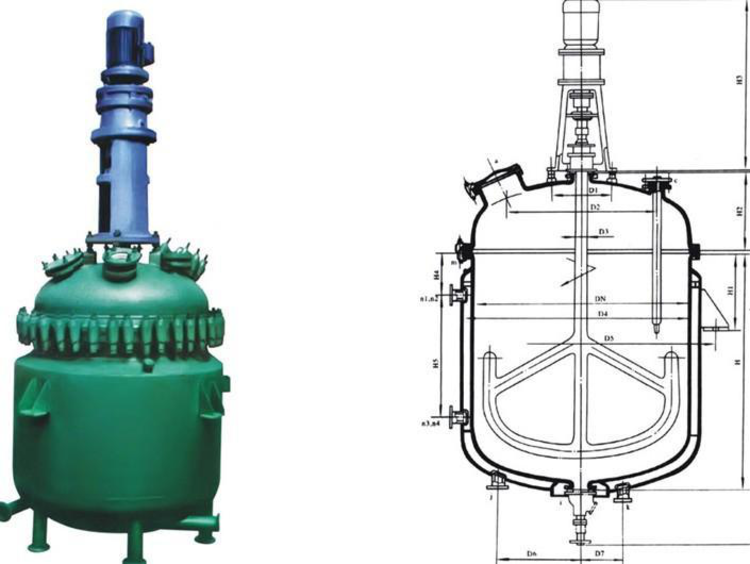
比如用钛修补的两种方法电弧气热喷涂法,用两根相互绝缘的钛金属丝,分别接电源的两端。电源电压为25-28V,电流为360-350A。两根钛金属丝放置成锐角。接通电源,钛金属丝间产生电弧,这时钛发生熔融,借助于含5%-8%氧气的压缩空气,把熔化的钛吹向待修补部位。喷涂的距离为150-250mm。由于压缩空气中含有氧气,结果在被修补面上形成了Ti 及TiO2 的固态混合物。形成后的修补面用四糠基硅烷在 200-280℃下热处理0.3h 便完成了修补。修补后的表面有较好的抗热腐蚀性。这种修补方法把熔融的金属喷到待修补处,由于熔化的金属温度在1800 ℃左右,容易引起修补处基体过热,进而引发修补处周围搪瓷的爆瓷,所以操作时要小心,修补面积不宜大。
也有用陶瓷涂层法进行修补,利用喷热喷涂含3%TiO2的Al2O3 陶瓷粉末,在破损处形成陶瓷层以达到修补的目的。喷涂工艺流程为:预热→粗化处理→喷涂过渡层→喷陶瓷层→喷刷封孔剂→烘干。此方法具有周期短、成本低、而且具有抗高温耐腐蚀的性能。搪瓷反应釜的玻璃衬里,虽具有一定的抗冲击强度,但它毕竟是一种脆性材料,苛刻的工作条件又不允许其存在任何微小缺陷。
- 长城
- 搪瓷反应釜,不锈钢反应釜,电加热反应釜,..
- 二手反应设备
- 周华振
- 长城
- 搪瓷反应釜
- 机械密封



