东莞黄江镇二手热收缩包装机回收






- 面议
- 2024-11-09 07:28:41
- 热收缩包装机回收
- 刘生 13662567595
- 深圳市光明区鑫诚物资回收经营部

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
热收缩机的输送网不转:
▲ 输送开关失灵,更换;
▲ 调速控制板坏,更换;
▲ 电位器坏,更换;
▲ 输送电机损坏,更换;
▲ 输送机构卡住,检查后排除故障。
热收缩机的收缩室无加热现象:
▲ 加热开关接触不良,更换开关;
▲ 室内电线老化短路,更换电线;
▲ 电热管线头未接实或电热管损坏;
▲ 调温控制板损坏,更换;
▲ 电位器坏,更换。
安装膜料时,请将电源处于断开状态,这样有操作起来比较安全。
A、将膜料置于机器上方的两只滚轮上,注意膜料的开口部分朝向机器的里边,即左边,并使其处于中心位置,为防止膜料左右移动,应调节膜料两端的护杆,使其刚好贴在膜料的两端面,护杆的角度要适当。
b.把打孔装置的控制杆把手(机器右上边)向下拉90度。
C、将膜料依图一所示的箭头方向徐徐拉下,通过各滚轮。
D、通过滚轮之后,将膜料拉出约一公尺,然后从皮带输送器部分穿过三角形展开器进行穿膜工作。
E、将膜料朝三角形展开器的前方拉开。
F、将膜料反折朝向输送皮带。
G、先将膜料穿过上三角形展开器,然后将膜料穿过下三角形展开器。
H、上下膜料一起穿出后,拉出少许,然后将膜料的开口部分牵引至拉废料链条(皮带)的进口处。
I、当膜料顺利通过各滚轮及上、下三角板之后,将打孔控制杆回归原位。(否则机器无法工作,即薄膜不能送出。)
接通电源,并打开电源开关,根据膜料的材质及厚度,调节纵、横温控仪至合适的温度,一般设定在200℃左右为宜。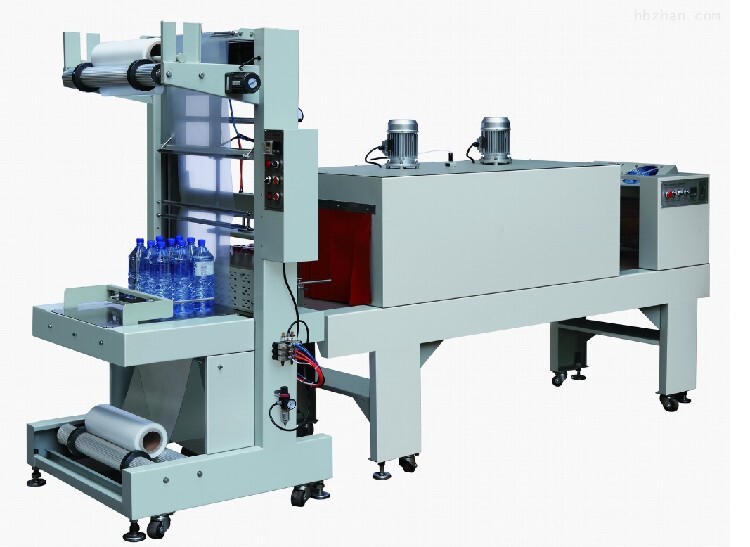
理论上来讲,输送方向不应该影响热收缩包装机收缩效果,但是对于一些特定的机型和一些特定的包装物,收缩效果的确会有影响
1、袖口包装。袖口包装的原理是产品进入炉道之后,炉道里面的风迅速将膜吹鼓起来,然后通过冷却收缩慢慢贴附到物体表面。通过这个相信您已经得到答案了,这种情况下,如果产品是沿着炉道方向进入的,那么袖口就在前后两个方向了,这样的情况膜没有办法吹的鼓起来,自然就收缩不出好效果。
2、横向防止效果更加。这种情况针对的是普通收缩炉,普通收缩炉它的加热管是排布在机器的两侧的,针对一个长方向物品,如果横向放置,受热的面积更大一些,因此收缩的效果要比纵向放置更加。
综上所述,输送方向对于热收缩包装机收缩效果的影响是显而易见的,因此用户在使用的时候要特别的注意,如果有不懂的地方,可以多向厂家咨询,避免产生大量废品,影响生产。
- 热收缩包装机回收
- 包装设备回收
- 刘生



