广州天河废旧自动焊锡机回收厂家






1/6
- 面议
- 2025-03-03 07:09:39
- 自动焊锡机回收
- 刘生 13662567595
- 深圳市光明区鑫诚物资回收经营部

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
在手工焊接过程中,其焊接速度、送锡量、焊接时间等受人为因素影响较大,焊接质量取决于工人操作经验。当使用自动焊锡机自动焊锡时,其产品在焊接过程中的关键参数都是单设定的,设置完成导入设备后只需要人工辅助放料即可,完全可以消除对技术工人依赖,减少了人为因素对产品焊接质量的干扰。
扩散原理:伴随着润湿的进行,焊料与母材金属原子间的相互扩散现象开始发生。通常原子在晶格点阵中处于热振动状态,一旦温度升高。原子活动加剧,使熔化的焊料与母材中的原子相互越过接触面进入对方的晶格点阵,原子的移动速度与数量决定于加热的温度与时间。这个我们可以再焊接过程中清晰的看到,就是锡丝融化后流开的现象。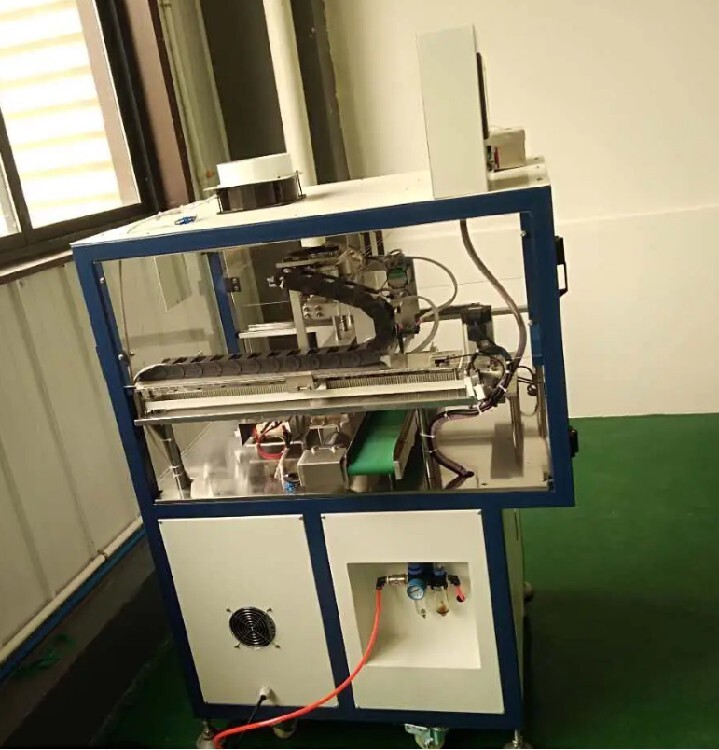
焊接点凝固的过程中,切记不要用手触碰焊接点。焊接点在未完全凝固前,即使有很小的振动也 会使焊点变形,引起虚焊。因此,在烙铁头撤离之前对焊接件要予以固定,如用镊子夹持,或烙铁头撤离之后快速用嘴吹气,采取这些做法的目的,就是缩短焊点凝固的时间。
烙铁头插在发热芯内部,加热器产生的一部分热能量被吸收到烙铁头上,而另一部分则会流失。必需要扩大加热器的功率获得性能相等的热量。过大的功率一方面增加温度稳定控制的难度,而且过大的消耗导致发热芯和烙铁头的寿命减短。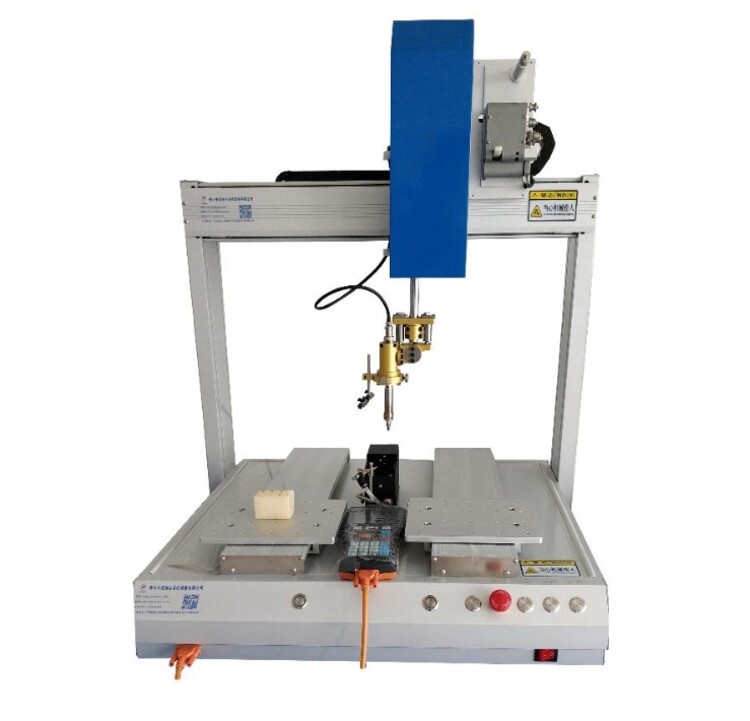
烙铁头的寿命是根据焊点次数来决定的,烙铁头镀层的厚度很大程度上决定了烙铁头的使用寿命,镀层越厚,烙铁头的寿命也越长。而镀层加厚又会导致热量传导受阻,出现焊接不良。
选择正确的烙铁头尺寸和形状是非常重要的,选择合适的烙铁头能使工作更有效率及增加烙铁头之程度。选择错误的烙铁头会影响焊铁不能发挥率,焊接质量也会因此而减低。
- 自动焊锡机回收
- 工厂设备回收
- 刘生
深圳市光明区鑫诚物资回收经营部为你提供的“广州天河废旧自动焊锡机回收厂家”详细介绍



