江门蓬江区有没有热收缩包装机回收电话






- 面议
- 2024-11-09 07:18:18
- 热收缩包装机回收
- 刘生 13662567595
- 深圳市光明区鑫诚物资回收经营部

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
热收缩包装机在包装生产的时候,包装部位升温缓慢或不能打到标准包装温度(摄氏160度以上),出现这种问题可使包装不能达到预期的包装目的。加热过程靠得是加热器,应该先检查加热器主电源线路,加热器的线路是主电源线经过一个吸磁开关再到电热管,所以应先检测吸磁开关各接点是否正常。线路没有通过其中一个相位,则会出现以上现象。如吸磁开关正常,可再检查电表,看各相位与机器的欧姆值是否相同。如果正常应为短路。如各相位均接通但线路或电热管仍然异常,则需更换加热器。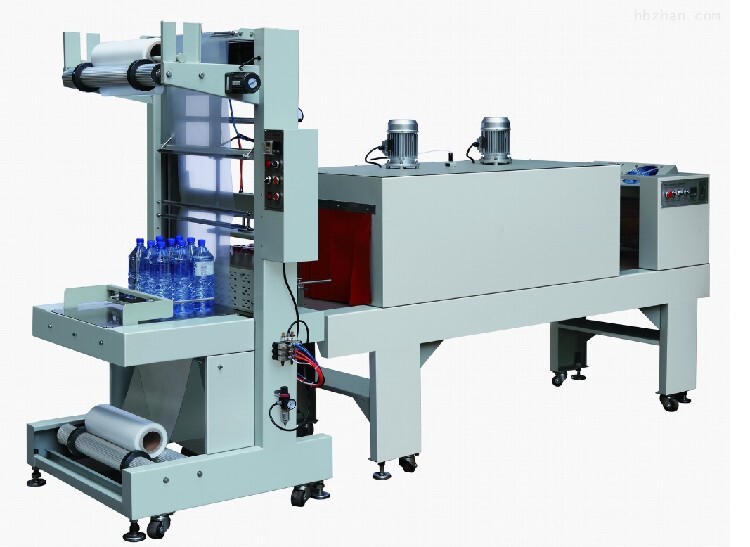
在进行多物件集束包装时,设备无法探测到被包装物体,包装时对包装造成损害,使包装工作无法进行,出现这种情况是因为,热收缩包装机在进行集束包装时物件中间的间隙影响到了电眼的探测,只需要对热收缩包装机的电眼探测角度调整为斜角即可,避免以上现象的产生。
安装须知
1、热收缩包装机和缠绕机相同因消耗功率很大,故输入电源的功率大于收缩机上的标称功率,否则容易烧毁线路或电器元件。
2、像打包机一样机器可靠接地,以保护人身安全。
3、每台机器出厂时均附有一根连接电源的电缆线,其端头引线部分带有电源的识别符号,正确连接,违章操作可能导致触电。
4、当机器规定电压为三相380V电源时,同时输入零线,即标准的三相四线制其他包装设备也如此像真空包装机。否则机器不能正常工作,而且极易烧毁内部电器部件。
5、机器一定要水平安装,否则将缩短电热管的使用寿命。对网带传送的机器而言,其倾斜安装将导致输送带偏离中心。
6、机器连续使用三个月以上时,应对收缩室的耐温电线进行检查,根据其老化程度,酌情更换。
7、机器工作时,操作人员的手掌等部位不允许与机器的运转部位相接触,特别是收缩室内部的温度,很容易烫伤。
8、包装工作结束后,应先关闭加热开关,让输送电机及风机电机继续运行10分钟左右,再切断整个电源。
工艺流程
1、 对机器设定好加热时间
2、 按下手动者自动按钮后,齿条汽缸电磁阀得电输出推动齿轮,齿轮带动链条,此时齿条汽缸后位接近开关断开。当齿条汽缸运行到上止点时,齿条汽缸的前位接近开关导通,烘箱汽缸电磁阀得电输出。
3、 烘箱汽缸运行到上止点时,定时器启动开始延时,齿条汽缸电磁阀断电。
4、 定时结束,烘箱汽缸电磁阀断电。
5、 依据工作方式标志位,决定是否继续下一个工作流程。
1、中文触摸屏控制,操作更简单;
2、产品包装,打印日期一次完成。节省时间,节省成本;
3、优化构造设计,拆装,清洗更方便;
4、横、纵封温度立控制,更好适应各种包材;
5、智能设计,无下料时,不包空装;
热收缩包装机的温度和速度有效的配合能够提高包装效率,一般情况下热收缩包装机的速度越高,为了减少产品在收缩炉内的时间,避免热收缩膜长时间受热变形,或者加热过多收缩膜容易出现破洞的现象,所以温度越高也就间接的要求热收缩包装机的输送速度越快,进而热收缩包装机的收缩速度越快。热收缩包装机的包装速度也和热收缩膜的厚薄,收缩率有关系,收缩膜越后就就要求热热收缩包装机的温度越高,或者输送速度越慢。收缩率与热收缩膜的质量,经过加热和降温的过程使热收缩膜在原有的面积比例上缩小。
热收缩包装机是目前市场上使用比较多的一种包装机,它主要实现对产品进行薄膜包装,好的收缩效果是表面没有褶皱,光滑平整,一旦出现褶皱基本就是收缩效果不良的表现了,影响收缩效果的因素,其中包括膜的材质、温度、速度以及封口效果等等。
- 热收缩包装机回收
- 包装设备回收
- 刘生



