西安插片散热器指导报价,插片散热器生产原理



- 面议
- 2024-12-05 06:24:45
- 插片散热器,散热插片器,插片散热器生产原..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
,在试模高密齿和舌比大的模具时,个铝锭是150-200mm短铝锭或纯铝棒。
二、试模前,在中心线上调整挤压中心、挤、盛锭筒和模座出料口。
三、铝锭在试模和正常生产过程中的加热温度应在480-520℃之间。
四、模具加热温度按常规模具温度保持在480℃上下,直径200mm如果分离模保温超过3小时,平模保温时间不得少于2小时;直径大于200mm以上模具保温4-6小时,确保模具芯温度与外部温度对称。
五、试模或生产前,用清缸垫清洗盛锭筒内胆,检查挤压机空运行是否正常。
试模或生产开始时,挤压机自动关闭,各段开关为零。从小压力开始缓慢起压,出料约3-5分钟,铝填充过程主要控制压力。压力控制在100Kg/cm电流计数据为2-3A一般80-120Kg/cm2能出料,以后才能慢慢加速,正常生产时挤压速率低于120Kg/cm2为准。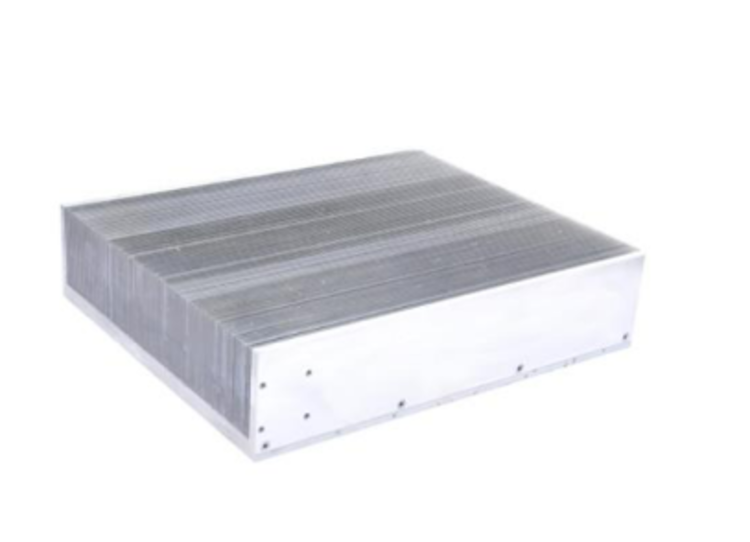
在模具试验或生产过程中,如果发现模具堵塞、偏齿、速度误差过大,应立即关闭,并以点退的形式卸载模具,防止模具报废。
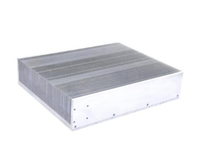
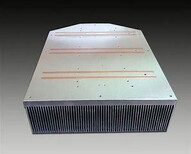
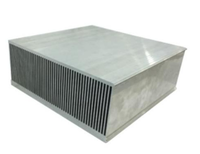
插片散热器是一款散热器。插片散热器采用直管推式通胀机进行胀管使得铝型材管壁与衬管都达到塑性变形,回弹后结合紧密、表面光滑、尺寸精度高采用插接组装可达到不漏。因此生产环节没有废品产生减少了能源的浪费。另外组装过程中不需要焊接,对插片散热器表面没有过热影响,节约了大量的人力和能源。
地暖安装维修比插片散热器要麻烦很多。地暖是埋藏于地板之下,理论上地暖可与建筑同寿,可是万一发生不可预料的问题,就非常的麻烦,需要把这个地板都翻过来,所花费的人力物力非常的不值得。而相对比来说,插片散热器就不存在这个问题,新型铝型材散热器都是暴露在空气当中,有的是挂在墙壁上面,出现问题维修起来非常容易,更换也比较方便,就这点来说,插片散热器的优势是地暖无法比拟的。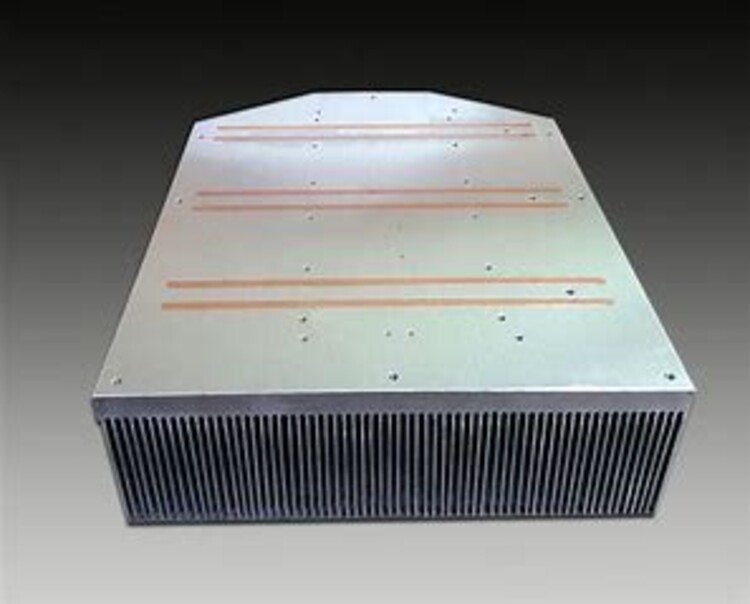
组宽是指按照生产要求制作的每组暖气片的实际长度,它是暖气片宽度、间隙相加之和;柱间距指相邻两柱暖气片的中心距,简称柱距。这两个参数是暖气片在宽度上的表现,用户可根据房间的采暖需求进行定制,不过为暖气片使用安全及热循环,一般满高1m以下的暖气片组宽不超过2m,满高1m以上的暖气片组宽不超过1m。
- 插片散热器,散热插片器,插片散热器生产原..
- 散热器元器件
- 唐工