广告
江门梯形丝杆电机定制





1/5
- 面议
- 2020-12-12 08:44:10
- 丝杆电机
- 张经理 15851973913
- 常州鑫鼎机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
零件为活动扳手调节开口宽度的螺轮,材料为20号圆钢,牙侧有一定粗糙度要求,切断处螺牙部需要倒角,中间销孔与外圆柱面有较好的同轴度。
否则调整时不会灵活自如,甚至卡死,为便于大拇指握持拨动,其表面要有平行于轴心线的直纹滚花。表面粗糙度值减小;由切削力引起的振动减少;小径工件螺距累积误差有一定增加。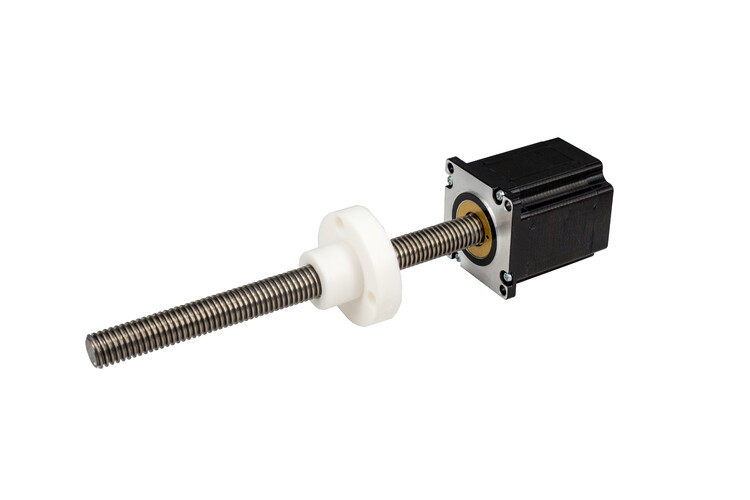
滚珠丝杠和梯形丝杠在很多情况下不能互换,总是需要在精度、刚度和负载容量之间进行权衡。规格和性能之间不一定完全对应。
旋风铣削法是一种率的螺纹加工方法,适用于批量较大的螺纹粗加工,其工艺是用硬质合金刀对螺纹进行高速铣削,它具有刀具冷却好、生产的优点。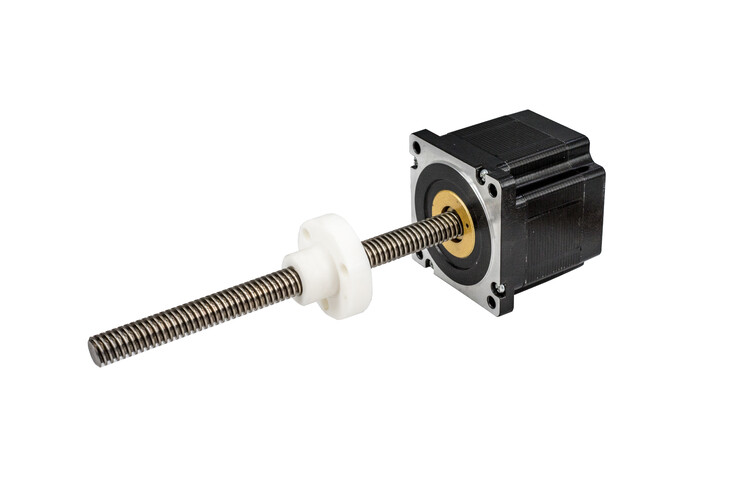
其加工过程包括工件的旋转运动,工件的螺旋轴向进给运动(或刀具进给),铣刀盘上刀刃的旋转运动。传动效率。滚珠丝杠的传动效率大约是90~96%,梯形丝杠的传动效率大约是26~46%。
即如果驱动同样大的负载,采用滚珠丝杠可以使用更小的驱动功率,例如更小功率的电机,既可降低成本,亦可降低能耗。
- 鑫鼎
- 丝杆电机
- 步进电机
- 张经理
常州鑫鼎机电设备有限公司为你提供的“江门梯形丝杆电机定制”详细介绍