舟山Q355B厚壁方矩管厂沣泽源250x150x5装饰方矩管






- ¥4150.00 ≥50吨
- ¥4200.00 1-50吨
- 2025-02-14 21:06:00
- 沣泽源
- 广泛应用于机械制造、建筑业、冶金工业、..
- 方管,无缝方管,镀锌方管,方矩管
- 广东珠海
- 卜经理 18921144567
- 无锡沣泽源金属材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
舟山Q355B厚壁方矩管厂 沣泽源 250x150x5装饰方矩管
无缝方管,是四方四角的方管,由无缝方管冷拔挤压成型的方型方管,无缝方管和焊接方管有着本质的差别。方管具有中空截面,大量用作输送流体的管道。方管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量一般较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。用方管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等。2013年已用方管来制造。方管还是各种常规不可缺少的材料,管、炮筒等都要方管来制造。方管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,用圆形管可以输送更多的流体。圆环截面在承受内部或外部径向压力时,受力较均匀,绝大多数方管是圆管。


无锡沣泽源金属材料有限公司可根据客户要求尺寸定做。方矩管,无缝方矩管产品主要应用领域:建筑钢结构,大型场馆,会展中心,升降机械,船舶制造,仓储货架,装饰装潢,交通设施,机场建设,铁路车辆,桥梁支架,矿井支架,立体车库,户外,健身器材,风电设备,车辆制造等行业。凭借优良的管理、开发优势,借助的开发理念、的发展思想以及成功的运作模式,无锡沣泽源金属材料有限公司一路飘红,公司的规模也不断地发展壮大.公司不断进取,加快加强项目开发运作,进一步完善开发机制,强势打造公司的品牌效应。
③矩形方管的咬口连接应采用进口自动咬合器进行咬合工艺。④矩形方管管体与插接法兰间的连接应采用无铆钉连接工艺,运用进口设备进行无铆钉连接工艺。⑤矩形方管的连接法兰应采用连板法兰及插接法兰连接工艺,方管大边边长小于或等于2000mm时应采用共板法兰连接形式,方管大边边长大于2000mm和小于等于2500mm时应采用插接法兰连接形式,矩形方管应机械压制加强筋,其加强筋间距为300mm左右。
分类编辑不锈钢方管分类:方管分无缝钢管和焊接钢管(有缝管)两大类。按断面形状又可分为方形和矩形管,广泛应用的是圆形钢管,但也有一些半圆形、六角形、等边三角形、八角形等异形钢管。对于承受流体压力的不锈钢方管都要进行液压试验来检验其耐压能力和质量,在规定的压力下不发生泄漏、浸湿或膨胀为合格,有些钢管还要根据标准或需方要求进行卷边试验、扩口试验、压扁试验等。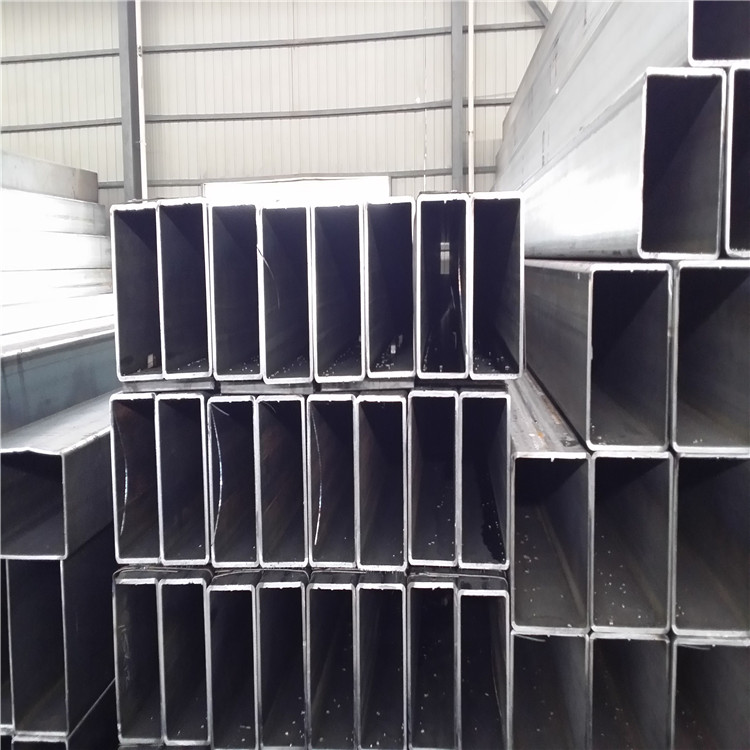

根据不同坯料规格和成品尺寸有224架的小型轧机,18架为主流。目前,棒材轧制多采用步进式加热炉、高压水除鳞、低温轧制、无头轧制等新工艺,粗轧、中轧向适应大坯料及提高轧制精度方向发展,精轧机主要是提和速度(18m/s)。产品规格一般为ф1-4mm,也有ф6-32mm或ф12-5mm的。生产的钢种为市场大量需要的低中高碳钢、低合金钢;轧制速度为18m/s。其生产工艺流程如下:步进式加热炉→粗轧机→中轧机→精轧机→水冷装置→冷床→冷剪→自动计数装置→打捆机→卸料台架1.生产前准备:BGV25#出口生产6mm螺纹钢时用φ6.5mm的23#出口替代或出口夹板,轧废箱入口用φ6.5规格导管,轧废槽用φ6螺纹---φ7规格轧废槽。水冷夹送辊进口使用φ8规格进口,余使用φ6.5规格备件。智能夹送辊使用φ6.5规格备件。两台夹送辊辊环均使用φ6.5规格辊环。智能夹送辊辊缝调节要注意在无样棒情况下,按高压夹持试验按钮,上、下两辊不能相贴。手动关闭2段,3段水冷控制气阀进气开关,关闭1段冷却水和清扫水手动阀门,试轧正常后手动开启1段个别冷却水或清扫水喷嘴(注:手动慢慢开启到7%左右),调节吐丝温度<12℃,同时生产结束后不要忘记恢复各水冷段手动阀门。轧制速度不得大于85米/秒,吐丝间隙控制在不小于6秒,同时打开吐丝机吹扫旁通开关(阀门开度在6%左右)。在吐丝机吹扫旁通打开的状态下,将水冷夹送辊平台下的气体干燥器旁通打开,同时关闭干燥器的进气阀和出气阀,切断干燥器的使用(只要是螺纹钢如此操作)。干燥器的恢复由精整作业区在白班予以安排。生产12m坯料时,要求生产4小时或吐丝机状态发生改变时,停机用钢丝绳对吐丝管进行氧化铁皮清理。
我公司生产镀锌方管、矩形管、方矩管、无缝方矩管、Q345B方矩管、方管、45#方管、20#方管、16mn方管、Q235方管等,可加工口径在5mm——800mm,厚度0.5mm——38mm之间。并可根据客户要求定制各种规格方矩型管。为适应市场需求,公司目前拥有LW1400×16焊管生产线一条,LW800*12焊管生产线一条,LW400*8焊管生产线一条,(3—6)*2200纵剪生产线一条,以及下线再加工设备、化验检测设备、无损探伤设备。
无锡沣泽源方矩管生产厂家在做大做强的同时,不断的创造业绩。 在社会各界的支持下、在公司的下,我们公司经过不懈努力,已经呈现出良好的发展态势,不断取得可喜成绩,赢得了市场的认可。质优,欢迎新老客户前来订购!
粉磨压力是通过移动磨辊施加到磨辊间的料床上。我厂的生产实践表明,巴西矿属于易磨矿,高压辊磨对处理巴西矿的效果明显,比表面积提高7~9cm2/g,经高压辊磨处理后,造球效果明显提高。巴西矿的造球性能生球是焙烧和成品球团的基础。没有良好的生球质量,无论采用何类焙烧工艺,成品球团矿质量均得不到。决定生球质量的因素主要是造球原料与造球工艺参数两个方面。我厂采用的是圆筒造球机工艺,其工艺特点主要是生球不能自动分级,内循环返料比大。
- 方管,无缝方管,镀锌方管,方矩管
- 方管
- 广东珠海
- 卜经理
- 沣泽源
- 广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。
- A级
- 国标
- 过磅
- Q235/Q345/Q355
推荐信息
-
 300x150x10大口径方矩管蚌埠Q345C大口径方管钢材一站式服务
300x150x10大口径方矩管蚌埠Q345C大口径方管钢材一站式服务 -
 88.9x63.5x4.5热轧方矩管淮北Q355D塔机方矩管厚度可定制
88.9x63.5x4.5热轧方矩管淮北Q355D塔机方矩管厚度可定制 -
 140x80x4热镀锌方矩管温州Q345B小口径方管壁厚均匀
140x80x4热镀锌方矩管温州Q345B小口径方管壁厚均匀 -
 160x80x4低合金方形钢武夷山Q355B方管加工定制
160x80x4低合金方形钢武夷山Q355B方管加工定制



