北京激光焊接设备出售,机器人激光焊接机生产厂商




- 面议
- 2023-02-22 07:37:09
- 激光焊接设备-,机器人激光焊接机定制,机..
- 广东珠海
- 宋威 13377853365
- 武汉全一激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光头上配有防烟雾的光学透镜及保护系统,维修时只要更换透镜前端保护玻璃即可。可以通过系统中体积紧凑的强力激光发生器选择与点径相合适的激光束,激光功率大为30W、50W (空气冷却)两种,并连续可调,从而达到佳功率的焊接。
特征 1、具有非接触性,激光形成的点径小可以到0. 1mm,送锡装置小可以到0.2mm,可实现微间距封装(贴装)元件的焊接。 2、因为是短时间的局部加热,对基板与周边零件的热影响很小,焊点质量良好。 3、无烙铁头消耗,不需更换加热器,连续作业时,具有很高的工作效率。 4、进行无铅焊接时,不易发生焊点裂纹。 5、对焊料的表面温度用非接触测定方式, 而不能用实际接触焊头的温度测定方法。
激光焊接机器人系统已越来越广泛地被应用于手机、笔记本电脑等电子设备的摄像头零件、LCD零件及微型电动机、微型变压器等零部件的焊接,还可用于液晶TV、数码照相机、航空航天制造、汽车零件制造等领域。
它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高,易实现自动化。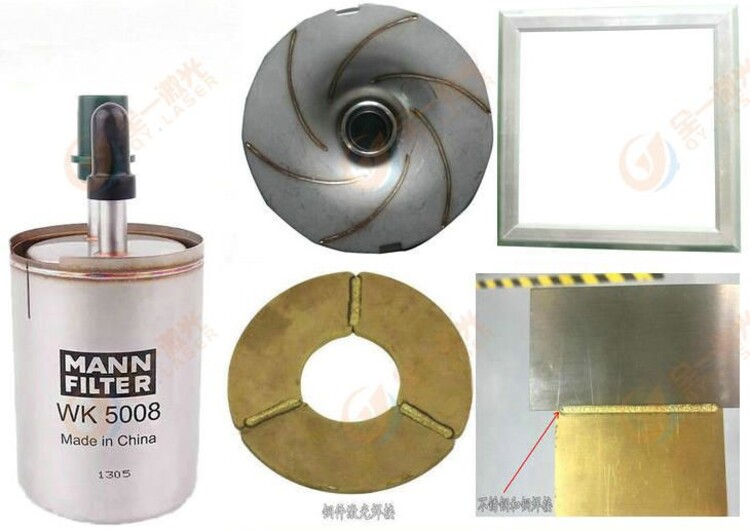
激光焊接机又常称为激光焊机、能量负反馈激光焊接机、雷射焊接机、镭射焊机、激光冷焊机、激光氩焊机、激光焊接设备等。按其工作方式常可分为激光模具烧焊机(手动激光焊接设备)、自动激光焊接机、首饰激光焊接机、激光点焊机、光纤传输激光焊接机、振镜焊接机、手持式焊接机等,激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。 可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
在其他行业中,激光焊接也逐渐增加特别是在特种材料焊接中国内进行了许多研究,如对BT20钛合金、HEl30合金、Li-ion电池等激光焊接,德国开发出了一种用于平板玻璃的激光焊接新技术。
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
- 激光焊接设备-,机器人激光焊接机定制,机..
- 激光焊接机
- 广东珠海
- 宋威
北京激光焊接设备-信息
-
 福州晚报普通发票遗失说明-增值税发票丢失处理办法面议
福州晚报普通发票遗失说明-增值税发票丢失处理办法面议 -
 菏泽激光焊接设备参数,机器人激光焊接机价格面议
菏泽激光焊接设备参数,机器人激光焊接机价格面议 -
 BXM51-8K正泰防爆配电箱面议
BXM51-8K正泰防爆配电箱面议 -
 鸡西国标球墨铸铁管DN600价格¥ 4000
鸡西国标球墨铸铁管DN600价格¥ 4000 -
 嘉兴激光焊接设备作用,机器人激光焊接机定制源头厂家面议
嘉兴激光焊接设备作用,机器人激光焊接机定制源头厂家面议 -
 吉林手持式激光焊接机品牌面议
吉林手持式激光焊接机品牌面议









