廊坊注塑机快速换模系统厂家价格






- 面议
- 2025-02-24 11:21:24
- 注塑机快速换模系统,=
- 广东珠海
- 邓先生 13631783310
- 东莞市天驭精密机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
钥匙开关控制;换模状态与注塑状态切换采用钥匙开关,退磁操作设计成“退磁+锁定”双按钮,两个按钮只有同时按下时,退磁操作才有效,防止误操作的产生,注塑状态下,充退磁操作完全无效。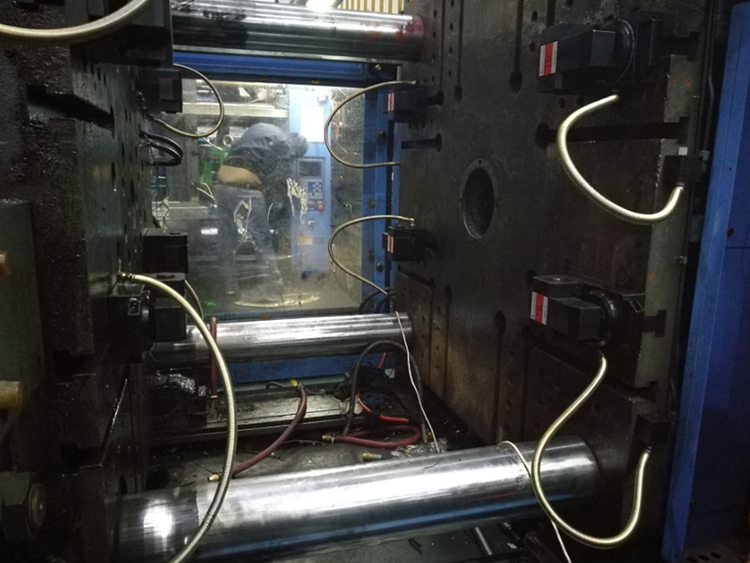
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。
具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。
通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。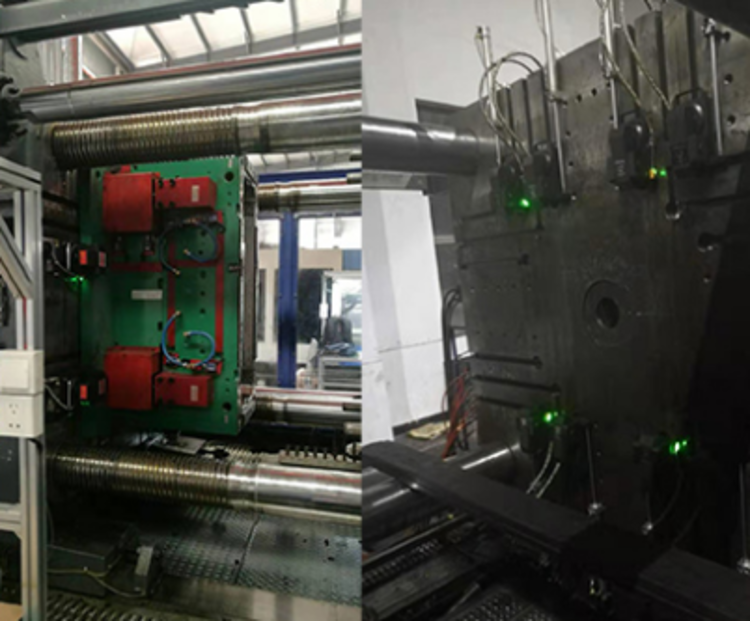
压铸机快速换模系统包含夹模器、控制箱以及动力单元,通过操作控制手柄上的按钮便可快速拆卸模具与装夹模具,的降低换模时间。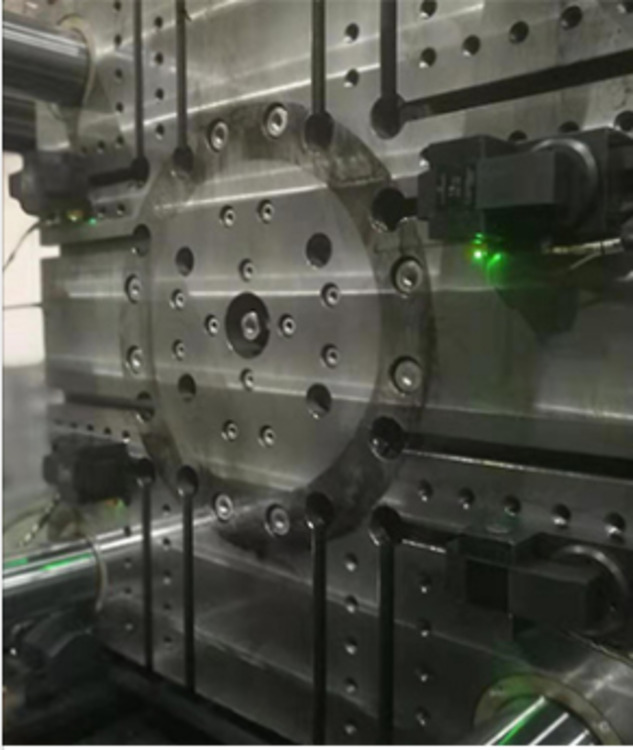
换模时间
换模时间是指介于一个生产作业(Production Run)的后一件合格品和下一个生产作业的首件合格品之间的时间。
在生产中,可以将换模时间定义为:从品种后一个合格产品,到下一品种第—个合格产品之间的时间间隔。从成本的角度讲,这部分时间是没有产出价值的时间,所以需要尽可能地缩短,以减少浪费。从图可以看出,换模时间主要由4部分组成:准备时间,换模操作时间,调整时间,整理时间。
换模作业,按其时间特性可以分为“内换模”和“外换模”。
1)内换模,指那些将生产活动中断下来才可以完成的活动,生产只有在活动完成后才能继续,主要包括模具拆卸、顶杆调整、模具对准、模具固定、首件检验等工作;
2)外换模,指那些不用使生产活动停止便可完成的活动,不影响正常的产出,主要包括:寻找模具、吊取模具、吊取材料、成品转移、模具归位等工作内容。外换模又分为“前外换模”和“后外换模”。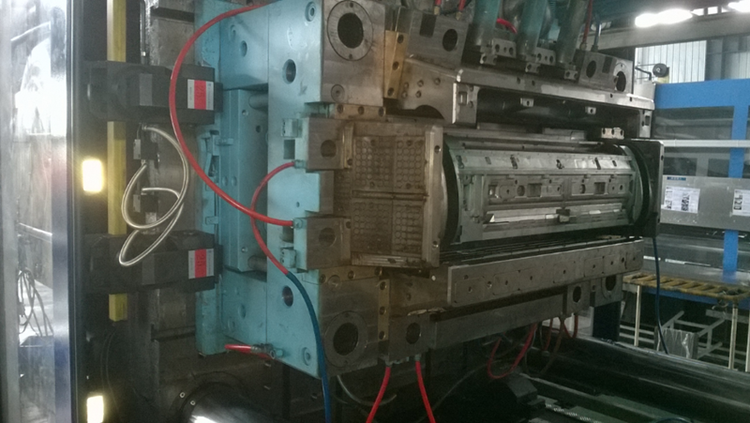
尽量将内部时间转换为外部时间,缩短停机换模时间。
在还没有停机的时候就做好前期准备,比如:如工装夹具准备;零部件准备;作业指导书准备;升降工具、作业台准备等。
提高内部换模效率。
(1)简化模具取按动作
(2)多人并行工作
(3)缩短调整时间
- 注塑机快速换模系统,=
- 液压系统
- 广东珠海
- 邓先生



