宝应县珠海银焊条回收





- ¥8888.00
- 2024-11-14 06:31:24
- 珠海银焊条回收
- 广东珠海
- 林经理 13670071933
- 深圳市全顺珠宝有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
常用银钎料对照表:
HYAg-50B银焊条(银焊丝,银焊片),熔化温度:690-775 用于电子 、食品及承受振动载荷场合下材料的焊接。
HYAg-47B银焊条(银焊丝,银焊片) 熔化温度:663-730 综合性能好,有优良的韧性和渗透性,抗拉强度好。常用于机电、食品及表面光洁要求较高零件的钎焊。
HYAg-45B银焊条(银焊丝,银焊片)熔化温度:645-680 工艺性能佳,接头可承受震动负荷,是应用广的银材料
HYAg-40B银焊条(银焊丝,银焊片) 熔化温度:600-630 熔点低,工艺优良,适用淬火钢和小薄件另件的钎焊。
HYAg-35B银焊条(银焊丝,银焊片) 熔化温度:607-702 适用于换热器焊接。
HYAg-30B银焊条(银焊丝,银焊片) 熔化温度:677-766 熔点稍高,接头有较好韧性,可钎焊铜、铜合金、钢等材料。
HYAg-25B银焊条(银焊丝,银焊片) 熔化温度:700-800 低廉的无镉钎料,较好的润湿性和填充能力,但熔点提起高,可钎焊铜、铜合金、钢等材料。
HYAg-20B银焊条(银焊丝,银焊片) 熔化温度:620-760 熔化范围适中,润湿性和填充好,可焊铜、铜合金、钢等大都份材料,成本低廉,经济实用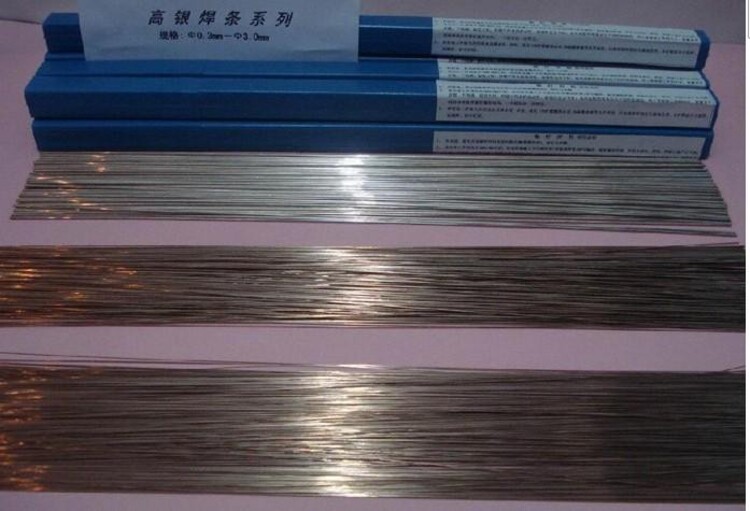
取及搬运焊条时小心不要弄破包装,特别是内包装“热收缩膜”。打开银焊条包装应尽快将其全部用完(要求在一周以内),一旦焊丝直接暴露在空气中,其防氧化时间将大大缩短(特别在潮湿、有腐蚀介质的环境中)。
银焊条熔点(比铜铁)低,焊的牢。 焊铜件(铜管),不会把要焊接的铜件熔掉。焊锯条不退火,等。 铜焊条是铜锌合金 ,用于金属的氧炔焰钎焊 磷铜焊条是含磷的紫铜,由于具有良好的自去污能力和良好的流动性、润湿性,已经被制作为无银焊条替代银焊条用于空调、冰箱的钎焊 银焊条以其含银量分类,含银量高的用于首饰、眼镜等的焊接,含银量低的用于用于空调、冰箱的蒸发器、冷凝器以及其他铜制系统件的钎焊。
银焊条的特性
1.银焊条流动性好,价格便宜,工艺性能优良;
2.银焊条熔点低,润湿性好,能填隙;
3.银焊条接头强度高,可塑性好,具有优良的导电性和耐腐蚀性;
银基钎料是一种以银或银基固溶体的钎料。具有优良的工艺性能,不高的熔点,良好的湿润性和填满间隙的能力,并且强度高。塑性好,导电性和耐蚀性优良,可以用来钎焊所有黑色和有色金属,如不锈钢,硬质合金、金刚石等各种材料。广泛应用于制冷、灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。
为了降低熔点及减少银含量,加入铜、锌、镉、锡、镍等构成三元或多元合金钎料。银钎料适用于各种钎焊方法,但除在真空或保护气氛中钎焊以外,一般需要配合银钎剂共同使用,方可获得优良的钎缝。
银基钎料按其成分构成可分为无镉钎料和含镉钎料。含镉钎料具有一定的毒性,不适宜用于与食物、饮用水直接接触接头的钎焊。钎焊工作点需通风。
钎焊前严格清除钎焊处及钎料表面的油脂,氧化物等,钎焊接头的*佳间隙为0.03mm~0.075mm。
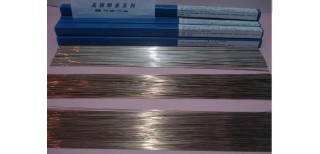
产品的规格
1、焊丝系列:Φ0.5~3.0mm盘丝。
2、焊条系列:Φ0.7~3.0mm焊条,1.3×3.15扁焊条。
3、带材系列:厚度为0.1~0.25mm带材或扁丝材,厚度0.1~0.3mm微晶态带材。
4、焊环系列:丝径为Φ0.8~2.5mm,内径为Φ3.5mm以上各种规格的焊环。
BCu80PAg(HL204)(TS-15P) 主要化学成分:Ag:15±1,P:5±0.2,Cu:余量性能:钎焊温度704-816℃,钎焊接头的强度,塑性,导电性能好应用:适用于钎焊铜,铜合金,银合金,钨,钼等金属的焊接
BAg18CuZnSn(TS-18P) 主要化学成分 Ag:18±1,Cu:44±1,Sn:20±2,Zn:余量性能:钎焊温度810-900℃,银含量低,价格低廉,钎焊温度高,钎焊工艺性能好,焊缝强度高应用:适用于钎焊铜及铜合金
银焊膏的搅拌:
1.在将含焊剂银焊料放入存储器之前,用抹刀以至下而上的运动轻轻地搅拌焊膏,以完全均匀。即使是在没有明显分离或分层现象出现的情况下也应该进行搅拌。不要使用金属抹刀,因为它们有可能会从容器上刮落一些塑胶并残留在焊膏中。
2、不要试图用其他稀释剂来稀释焊膏!那样有可能产生不利的化学反应。
当工件的工作温度不高时,可采用银焊料,用银焊料钎焊固溶强化镍基合金时,钎焊温度对母材性能不起任何影响,可以选用的钎料种类比较多,但从避免应力开裂的角度出发,以采用熔化温度较低的钎料为宜,比如Ag56CuZnSn,以减小钎焊加热时形成的内应力。
- 珠海银焊条回收
- 银焊条回收
- 广东珠海
- 林经理

