周口碳板钢板精加工-特厚钢板按图切割-中厚板火焰切割




- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2025-03-26 22:33:39
- Q345R
- 宝钢
- 钢板切割,钢板零割,钢板加工,钢板下料
- 河南周口
- 王经理 18994983591
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
周口碳板- 提供特厚特宽钢板切割:Q235A、Q235B、Q235C普板、低合金板切割:Q345B、C/D、Q460D、Q690D、容器板切割:Q245RQ345R16Mndr模具钢板切割:35#、45#、50#、718、40cr、耐磨板切割:nm360、nm400、nm450、nm500凭着与钢厂的紧作及新老朋友的大力支持,业务得到迅速的发展。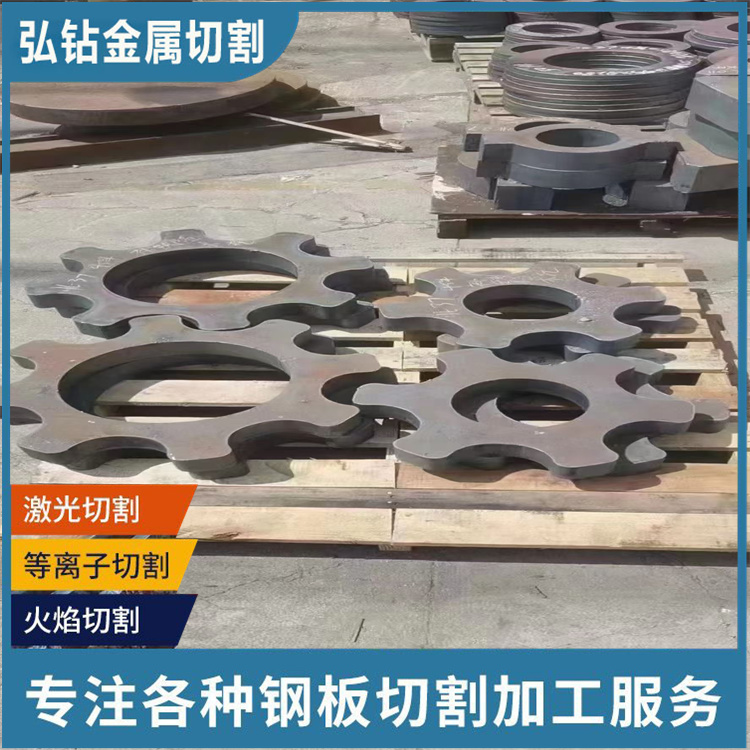
2.钢板切割中的下料,是否一定要采用数控下料。这个的话,不一定。因为,钢板切割的下料方式,是有人工下料和数控下料这两种。至于选用哪种,还是要看具体情况。不过,在工作效率上,是数控下料好于人工下料,但其价格,是要高一些的。
钢板切割-钢板零割 (3)环境要求:施环境不得低于5℃,在进行作业时应进行封闭,并采取加温措施,施前后48小时温度应保持5℃以上。(4)喷涂作业全部完成后要进行检查验收,如发现厚度不够,应进行补喷,直到达到要求的厚度为止,如果发现问题,则应立即进行处理或补救。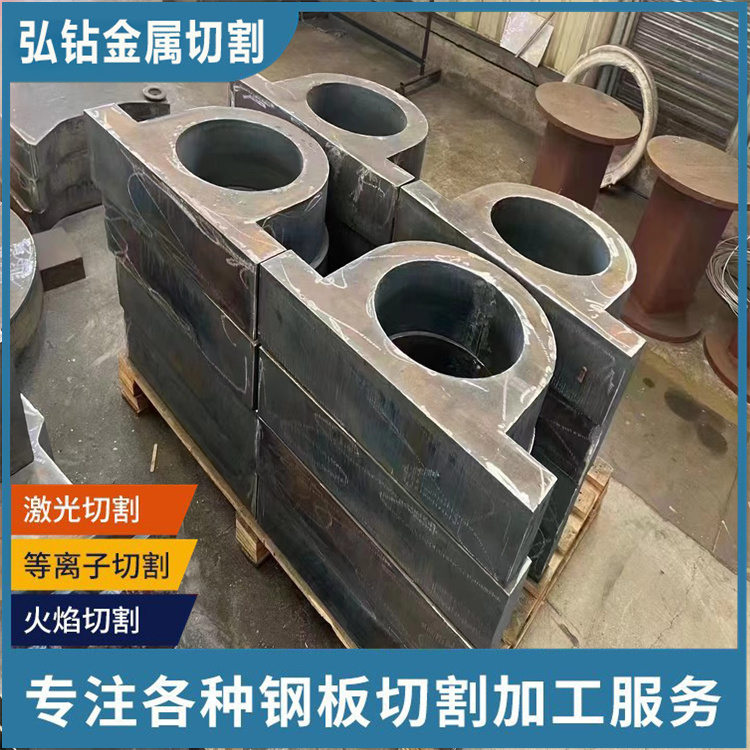
周口碳板钢板精加工-特厚钢板按图切割-中厚板火焰切割 钢板切割实际操作过程中的工艺和看似简单的钢板切割工艺,在实际操作中却有着严格的规范以及操作,如果稍有疏忽的话将直接影响钢板切割的质量。对此,钢板切割的技术人员有相关事项要提醒大家。在进行自动切割过程中,当需要将被切割钢板吊至气割平台上的时候,应钢板单边两端头与导轨的距离,使其控制在5mm范围内。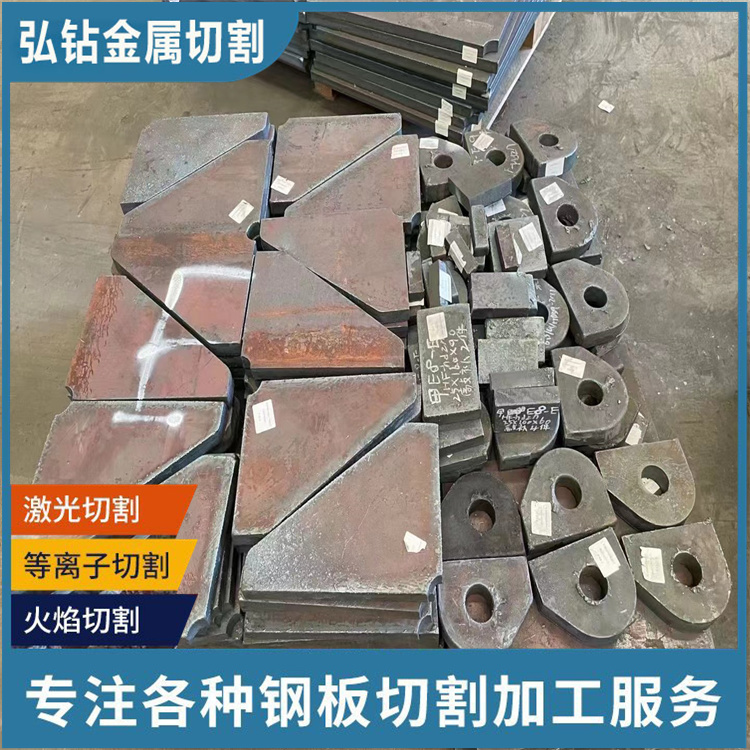
以免出现以下切割质量问题:一、切割面粗糙:切割氧压力过高;割嘴选用不当;切割速度太快;预热火焰能量过大;二、切割面缺口:切割过程中断,重新起割衔接不好;钢板表面有厚的氧化皮、铁锈等;切割机行走不平稳;。
(2)主轴部件的润滑主要是为了降低轴承的工作温度,延长使用寿命。一般来说,低速时采用油脂、油液循环润滑;高速时采用油雾、油气润滑方式。但要注意的是,油脂过多,反而会加剧主轴。因此,在添加润滑油脂时选择合适的容量。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 河南周口
- 王经理
- Q345R
- 宝钢



