辽宁省盘锦市智能小导管冲孔机辽宁省盘锦市智能小导管冲孔机辽宁省盘锦市智能小导管冲孔机智能小导管冲孔机辽宁省盘锦市辽宁省盘锦市智能小导管冲孔机辽宁省盘锦市智能小导管冲孔机辽宁省盘锦市智能小导管冲孔机辽宁省盘锦市智能小导管冲孔机辽宁省盘锦市智能小导管冲孔机
小导管打孔机
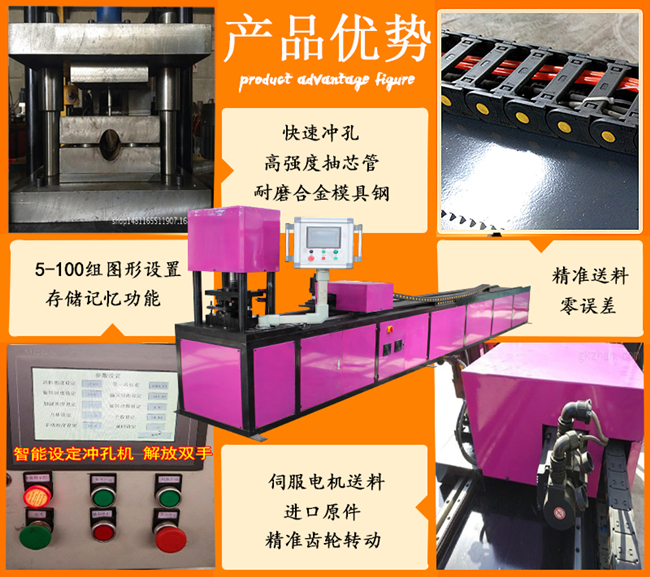
主要生产液压高速冲孔设备。从机械设备的生产到模具自主的研发,都令客户非常满意。目前有不锈钢管(方管、圆管)、锌钢、彩钢、铁管、铝合金、货架等冲孔设备。可为客户量身制作自动化、半自动化冲孔设备。的技术国内的同行业。
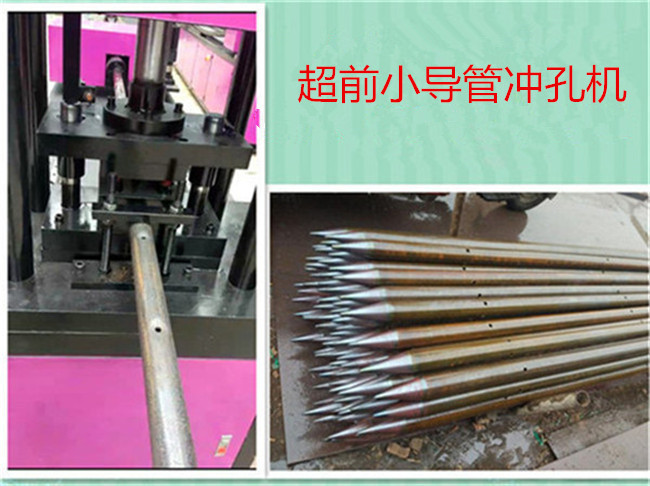
小导管,是工程掘进施工中的一种工艺,主要用于自稳时间段的软弱破碎带、浅埋段、偏压段、砂层段、砂卵石段、断层破碎带等地段的预支护。支护原理1小导管是开挖工作面的一种非常有效的辅助施工。在软弱及破碎岩层施工中,小导管对松散岩层起到加固作用,注浆后增强了松散、软弱围岩的性,有利于完成开挖后与完成初期支护时间内围岩的,不至于围岩失稳直至坍塌。2小导管注浆适用于拱部软弱围岩,松散、无粘结土层、自稳能力差的砂层及砂砾(卵)石层破碎岩层。3通过小导管注浆能改变围岩状况及性,浆液注入软弱、松散地层或含水破碎围岩裂隙后,能与之紧密并凝固。浆液以充填,劈裂等,置换土颗粒间和岩石裂隙中的水分及空气后占据其位置,经过一定时间凝结,将原有的松散土颗粒或裂隙胶结成一个整体,形成一个结构新,强度大,防水性能良好的固结体,使得围岩松散破碎状况大幅度。小导管缩尖机引进国外技尸采用4片打击模对工件打击成形,结构新颖、性能、更换不同模具可完成锥缩、压花等生产要求。该机可采用自动进出料,大大了生产效率,劳动强度。(一)、小巧轻便、(二)、力量大,管接头扣压。(三)、节电能:工作期间平均用电15度。 (四)、耐久:由于工艺设计科学液压部分,重要的件,八瓣座为双斜面,工作时前后双锥面同时受压,既分解了系数,又等同的微量磨损,使该部位寿命于单斜面的4倍以上。 (五)、安全易操作:机器工艺决定不会顶前撞后的危险事故:按说明操作,生手从根开始即可做合格总成。(六)低噪音:本设备噪音很低,属于环保型设备。 采用液压驱动,送料、转角均为伺服控制的数控立体冲孔机型。具有冲孔速度快、,可实现单孔、双孔及多孔冲孔,所有的程序编写及输入均直接在屏界面上进行,操作为方便、快捷、准确。《可对Φ42 50 60 76 89 108钢花管(小导管)打孔》 生产效率及材料消耗通过现场统一合理安排,有效的生产效率,各种消耗。根据设计要求和现场围岩别及岩性等情况确定各种材料消耗。 施工安全及保护 1 施工安全1) 施工作业前认真检查和处理支护作业区的危石,施工机具应布置在安全地带。2) 施工用作业台架应牢固可靠,并应设置安全栏杆。3) 定期检查电源线路和设备的电器部件,确保用电安全。4) 施工中应经常检查输料管、接头的磨损情况,当有磨损、击穿或松脱等现象时应及时处理。5) 施工中检修机械或设备故障时,在断电、停风条件下进行,检修完毕向机械设备送电送风前通知有关人员。6) 当采用加大风压处理堵管事故时,应先关机将输料管顺直,紧按喷嘴,喷嘴前方不准站人,疏通管路的工作风压不得超过0.5Mpa。2 保护1)开始施工前,进行因素识别,确定重要因素,制定相应的方案。2)临时工程及现场布置应采取措施保护自然。3)施工废水不得随意丢弃,并在洞门口设置污水处理池,经处理后再排放到或倒置。

技术参数:
小导管打孔机价格在以前比较的冲孔机加工的里面,通常都是利用手动或者是半自动来进行对工件完成冲孔加工,现在随着冲孔机的技术不断的进步,以前手动的冲孔机本身所具有的一些缺点是越来越明显了,速度上是非常的慢,所以在效率上非常的低,而半自动的话无法进行自动的送料。我们现在的货架、围栏护栏以及防盗网这些在进行加工的时候,大部分都是利用数控冲孔机来进行完成的,而且在速度上是非常快的,度也是很高的,不会出现毛刺的情况,孔面还有一个很好的光洁度。
我们现在使用数控冲孔机会让工件在进行装夹的时候会比较的容易,在进行加工的时候也不需要用到一些比较特殊的夹具,这样能够有效的夹具的成本,不会出现多次进行装夹,将我们产品的工艺能够有效的。


全自动冲孔设备:我们拥有的研发设计和施工团队,确保我们的设备在具有使用竞争力的基础上具有良好的价格竞争力。
主要体现在以下几个方面——:我们的自动化机械的每一块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工中心经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且仅仅在机械上客户是看不出是否整体铣过。---但是可以在机械加工时的加工精度上体现出来。可谓吃力不讨好的工作。目前行业里只有我们使用了这道工序。)以此确保机械冲孔加工时的。然后:我们的齿条定位的特设计以及进口齿条都是行业内无二的优势。
辽宁省盘锦市智能小导管冲孔机
详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工中心整体精密加工,机床机身和导轨以及各个部位精度达标。在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的零件。
b.冲孔机构:龙门架式框架结构,度,高速液压缸(缸径100mm压力15吨),采用进口高耐磨密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。
c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l超大油箱,150l液压油风冷机。油泵和电磁阀极限压力21mpa。

小导管加工的性突破 小导管数控钢管冲孔机是山西万泽锦达机械制造有限公司根据市场需要与2015年推出的新设备,用于加工小导管自动化冲孔加工,能自动将型材冲出图纸要求的各种孔,可以加工圆管、方管、角钢等各种异型型材。 送料动力:采用大扭矩力交流同步伺服电机,具有反应快,定位精度高,低噪音,制动热损小,寿命长的特点。 运动控制:采用的plc控制器,屏操作,简单方便 寿命:本设备件均为名优配件,基础件加工采用数控加工中心制作,装配精度高,大限度设备使用寿命。 数控机箱是机器的指挥中心,进料、控制冲孔的速度,调节生产效率是他的职责。 冲压模具是整器的核心,它的精度和直接决定产品的。这几部分的设置,均是可控的,数控机箱的程序是可以更改的,冲压模具是可以更换的,泵站提供的压力是可以调节的。型 号:TCK-5000/6000 送料长度: 5/6米 送料精度:±0.2mm 送料:22次/分钟-40次/分钟电动机功率:12(KW) 外形尺寸:6800*830*1600安装调试及售后服务承诺: 1、现场培训计划 从设备到位直到安装、调试结束,卖方在安装现场对有关运行人员进行有关的操作,排除般故障技能的训练,使买方有关人员使用的的基础技能,同时提供有关产品及所配置的重要元器件的操作手册。
小导管打孔机价格数控冲孔机设备的优点:
1、数控冲孔机在结构上是机身:
为液压冲孔机充分的刚度,本机身是由两块60mm厚的钢板焊接而成。机身呈“c”型,喉口深度能进入宽规格的工件。机身上部为液压主缸,缸径达¢220mm。机身下部为工作台,装有阴模座。机身中部为冲头杆导向架,刚强的为冲头定心并导向。
2、压料机构:
一种机构,由液压油缸驱动,用来压紧工件,也用于承受冲头从工件中退出的退料力。
3、压头:
主缸上带有压头部件。压头上装有三个汽缸和被其驱动的垫块,从而形成冲头选择机构,可程控冲头的工作次序。
4、数控工作台:
由下层的y轴和上层的x轴构成。y轴导轨安装在的底座上,底座与机身间有螺栓和定位销连接,相互间位置固定,而又便于拆开分别运输。x、y轴均有交流伺服电机直接带动滚珠丝杠,传动相应托板在导轨上。x轴托板上装有夹钳,从而带动工件。在y轴拖板上还固定有工件支撑板,板上有万向输送球支承工件。
全自动冲孔设备:我们拥有的研发设计和施工团队,确保我们的设备在具有使用竞争力的基础上具有良好的价格竞争力。
主要体现在以下几个方面——:我们的自动化机械的每一块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工中心经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且仅仅在机械上客户是看不出是否整体铣过。---但是可以在机械加工时的加工精度上体现出来。可谓吃力不讨好的工作。目前行业里只有我们使用了这道工序。)以此确保机械冲孔加工时的。然后:我们的齿条定位的特设计以及进口齿条都是行业内无二的优势。
辽宁省盘锦市智能小导管冲孔机注浆小导管尖头加工机主要应用于小导管尖头自动化加工,是根据山西万泽锦达市场需要研发的新机型,属于国内产品。主要特点: 用于加工小导管锥形尖头的自动化加工,有噪音小、易操作、产量高、性能等特点。工件成形时间短,,加工表面光滑,工件无伤痕。设有闭路循环,确保机器长时间正常运行,机器模具更换简单没在相应模具配合下可加工不同形状金属管,不同需求。小导管尖头机是我公司研发生产的新代管工产品,主要针对于桥隧行业的钢管尖头缩管要求设计,具有,效率快、体积小、重量轻、开模快、易操作、好维修等优点,是桥隧行业的钢管尖头缩管的机型!小导管尖头设备外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作,运行平稳可靠.故障率低,模具与模座为轴向,燕尾式模具,装卸方便。广泛适用于城市建筑、工程机械,液压机械,油田等行业。型号 TJ-48/50型 TJ-75/76型 TJ-108/114型大缩管能力mm 48/50*2 75/76*2 108/114*3次缩管能力mm 400 600 600成形时间 7-30秒/次 7-30秒/次 7-30秒/次模具开闭量 50mm 90mm 90mm电动功率Kw 4kw 7.5kw 11kw工艺概述某采用支护对不良地质进行预加固。对自稳时间小于完成支护所需时间的地段进行支护。对于洞身Ⅴ围岩段一般采用小导管支护施工工艺进行支护。 适用条件对于不良地质地段可适用于小导管支护施工工艺进行支护进行预加固。一般情况下洞身Ⅴ围岩地段可采用小导管支护。 作业内容 1 小导管加工;2 钻孔;3 运输和安装;4 注浆。四 及检验1原材料及成品、半成品检验1)小导管(1)小导管所用的钢管进场检验符合现行产品和施工图要求。(2)小导管所用钢管的品种和规格符合施工图要求。2)注浆液(1)注浆液采用水泥浆液,其配合比符合施工图要求。(2)注浆液应具有良好的流动性、可灌性、凝胶时间可根据需要调节、固化时收缩小,浆液与围岩、混凝土、砂土等粘结力强,固结体具有度和良好的抗渗性、性、耐久性,注浆材料和固结体无意味、、对人体无害,要求的注浆工艺及设备简单、操作安全方便。(3)一般情况下应采用强度等不低于32.5的水泥系浆材,不宜采用化学浆材。

详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工中心整体精密加工,机床机身和导轨以及各个部位精度达标。 在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的零件。
b.冲孔机构:龙门架式框架结构,度,高速液压缸(缸径100mm压力15吨),采用进口高耐磨密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。
c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l超大油箱,150l液压油风冷机。油泵和电磁阀极限压力21mpa。

辽宁省盘锦市智能小导管冲孔机辽宁省盘锦市智能小导管冲孔机辽宁省盘锦市辽宁省盘锦市智能小导管冲孔机智能小导管冲孔机
本公司,是一家以主营注浆小导管缩尖机,数控小导管冲孔机,小导管尖头机企业。山西省太原市小店区北格镇东蒲村 东浦路一号
山西万泽锦达机械制造有限公司













