苏州铝材清洗剂防锈剂包装规格




- ¥9.90 ≥ 1桶
- 2025-02-28 06:12:06
- 其它
- 山东
- 不锈钢清洗钝化液,石英石清洗剂,石英砂处..
- 河南郑州
- 马经理 13181085692
- 山东坤曜金属材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
铝材清洗剂 参数名称喷砂参数注明喷砂距离mm喷砂角度60°-70°避免90°,以免砂粒嵌入基体空气压力0.5-0.7Mpa喷砂嘴孔径8-15mm孔径增大0.25d时,更换喷咀砂枪速度以为原则砂粒大小1.0-2.5mm5)在中喷嘴出口处不断磨损直径变大,当喷嘴磨损超过起始内径的20%时,喷。
铝材清洗剂 、表面处理:1.1砂轮机除锈1.1.1表面预处理是整个防腐中的重要环节,涂层的先决条件,关系到防腐蚀材料能否发覆盖屏闭作用,关系涂料涂层的整体使用年限。1.1.2基层除锈后,不得受损或使之变形,若有严重腐蚀或变形情况,失去承载能力的基层,不能承受设计压力的设备、应及时通知甲方更换。
B级钢材表面已开始发生腐蚀,部分轧制氧化皮已经剥落。C级钢材表面已大量生锈,轧制氧化皮已因锈蚀而剥落,并有少量点蚀。D级钢材表面已全部生锈,轧制氧化皮已全部脱落,并普遍发生点蚀。(2)钢材表面的清洁度,系指通过机械、手工、火焰等,去除钢材表面锈、脏物和表面附着物程度。
(2)人员操作时配备全套劳保用品;安全帽的正确佩带,防风眼镜、口罩、胶皮手套、防尘帽、及高空作业时挂好安全带。(3)打开磨光机等其速度正常运转时,让砂轮网的一半磨光对象表面上用适当的力量按住,砂轮网的转动方向始终朝前转动,以免被磨削的杂物人。
锐边、锐角处应圆滑过渡,钢材缺陷应采用适当修复。3)施工中发现的结构缺陷应报业主评估。如果从结构上不能接受,应按规定进行适当的修复;如果对涂装工作有影响,承包商应修磨或按业主指示进行修补,修补处应重新除锈。

(2):—氧化铜粘合剂。本剂中用作生成磷化膜防锈涂层的原料。(3):烟渍清洁剂。本剂中用作去油剂及除锈剂。选用37%的工业品。(4):粉。本剂中用作防锈助剂。(5)膨润土:又名脱岩。
3)压缩空气的流量对喷砂清理的效率也有很大的作用,对于给定的喷嘴,在一定的压力条件下,就要消耗一定量的压缩空气。例如:常用的10mm喷嘴,在0.63Mpa时消耗5.4m3/min、在0.70Mpa时消耗6.12m3/min。

(10)外露构件要求热浸锌和热喷锌、铝者,除锈要求为:Sa2.5~Sa3级,对喷涂表面粗糙度应达30~35μm。4.涂装的一般要求4.1人员的要求涂装操作人员经过培训合格后,持证上岗。4.2无气喷涂设备使用的要求(1)使用前应检查设备是否完好,接地是否完好。
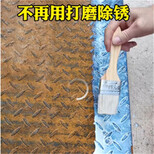
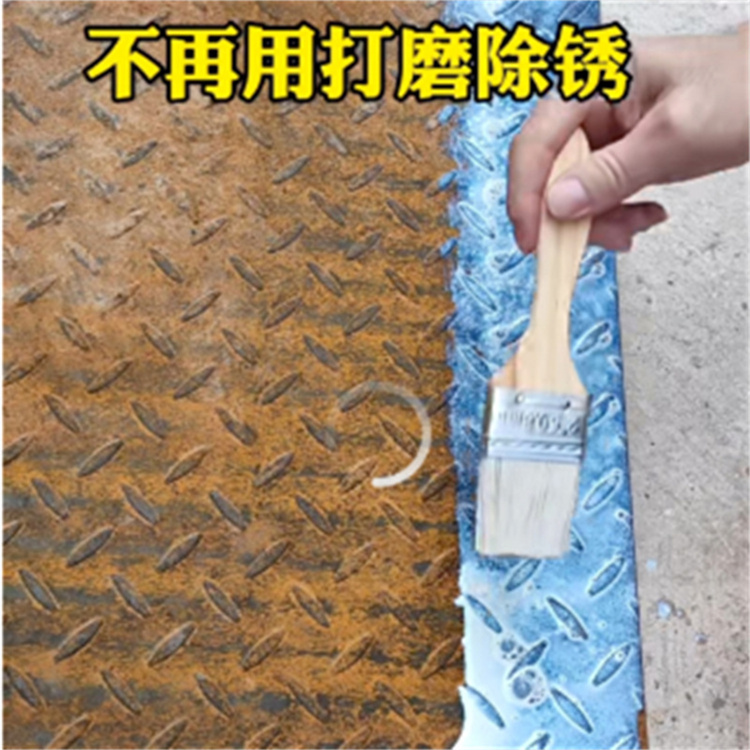
环保型除油除锈剂、脱脂剂、表调剂、磷化剂、硅烷处理剂、陶化剂、钝化剂、脱漆脱塑剂、发黑剂、铁锈转化剂、型铁锈转化剂、铜件清洗抛光钝化,铝件清洗,不钢锈清洗钝化液,石英石清洗剂,石英砂清洗剂,环保型除油除锈替代酸洗磷化,常温发黑替代高温煮黑,除油除锈二合一,钢筋用铁锈转化剂,工地用铁锈转化剂,铁锈转化替代人工打磨等技术。
- 其它
- 不锈钢清洗钝化液,石英石清洗剂,石英砂处..
- 除锈剂
- 河南郑州
- 马经理
- 其它
- 山东
- 金属
- 常温
- 五年
- 桶装
- RD-1
- 山东
- 其它



