江西晶圆挑片器联系方式



- 面议
- 2025-01-12 11:50:22
- 晶圆挑片器,半导体挑片机,晶圆挑片器,晶..
- 河南郑州
- 张日平 15962404138
- 苏州硕世微电子有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
现有晶圆片生产过程中,需要从一道生产工序转移到下一道生产上,现有技术中依靠人力进行传送,传送过程的耗费人力,且人为传送力道不能掌握,容易造成破片。为此,我们提供了一种自动晶圆传片器以解决以上问题。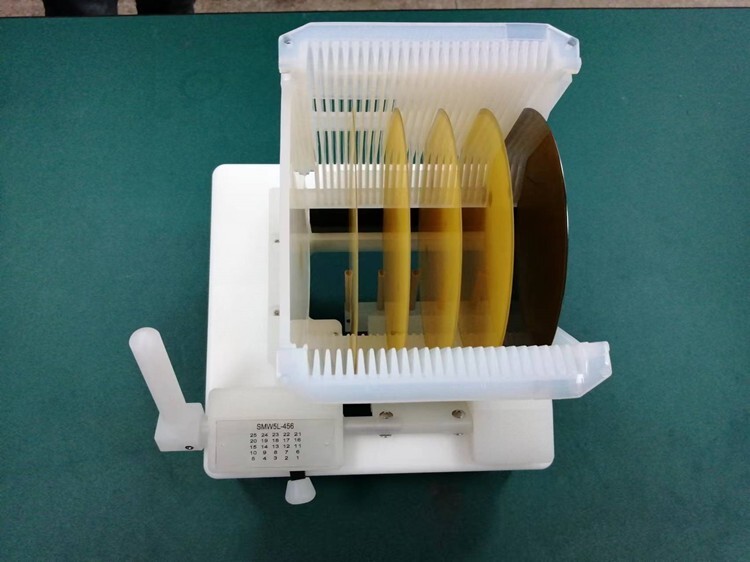
通过设置设备箱体、卡匣定位结构、检测机构和推料机构,使得在晶圆片传送时能够通过卡匣定位结构对卡匣进行定位,然后再通过检测机构检测卡匣内晶圆片的位置,避免晶圆片错位,后通过推料机构实现卡匣的传送,整个传送过程简单、易操作,实现自动化传片,且能够对晶圆片进行检测避免晶圆片错位造成传片损坏。
晶圆经过前道工席后芯片制备完成,还需要经过切割使晶圆上的芯片分离下来,后进行封装。不同厚度晶圆选择的晶圆切割工艺也不同:
厚度100um以上的晶圆一般使用刀片切割;
厚度不到100um的晶圆一般使用激光切割,激光切割可以减少剥落和裂纹的问题,但是在100um以上时,生产效率将大大降低;
厚度不到30um的晶圆则使用等离子切割,等离子切割速度快,不会对晶圆表面造成损伤,从而提高良率,但是其工艺过程更为复杂。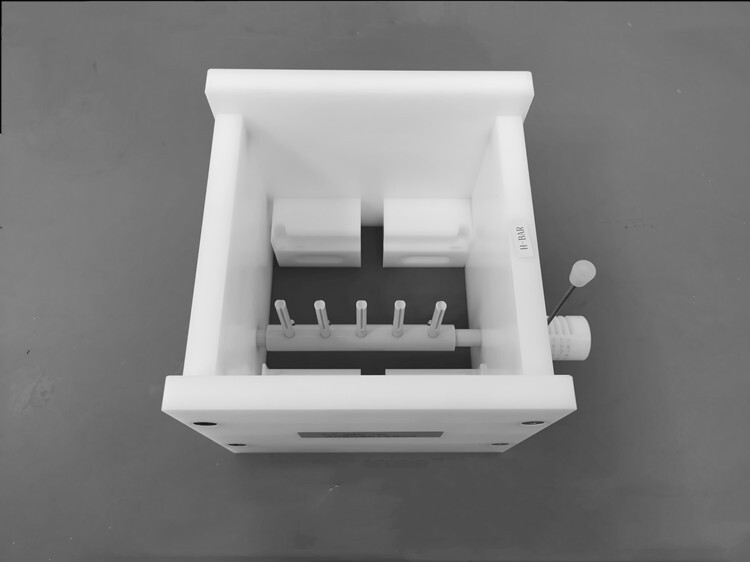
为了保护晶圆在切割过程中免受外部损伤,事先会在晶圆上贴敷胶膜,以便更安全的“切单”。“背面减薄”过程中,胶膜会贴在晶圆的正面。但与此相反,在“刀片”切割中,胶膜要贴在晶圆的背面。而在共晶贴片,把分离的芯片固定在PCB或定架上过程中,贴会背面的这一胶膜会自动脱落。切割时由于摩擦很大,所以要从各个方向连续喷洒DI水(去离子水)。而且,叶轮要附有金刚石颗粒,这样才可以更好地切片。此时,切口(刀片厚度:凹槽的宽度)均匀,不得超过划片槽的宽度。
很长一段时间,锯切一直是被广泛使用的传统的切割方法,其大的优点就是可以在短时间内切割大量的晶圆。然而,如果切片速度大幅提高,小芯片边缘剥落的可能性就会变大。因此,应将叶轮的旋转次数控制在每分钟30000次左右。
晶圆切割时,经常遇到较窄迹道(street)宽度,要求将每一次切割放在迹道中心几微米范围内的能力。这就要求使用具有高分度轴精度、高光学放大和对准运算的设备。当用窄迹道切割晶圆时,应选择尽可能薄的刀片。可是,很薄的刀片(20um)是非常脆弱的,更容易过早破裂和磨损。结果,其寿命期望和工艺稳定性都比较厚的刀片差。对于50~76um迹道的刀片推荐厚度应该是20~30um。
顶面碎片,它发生晶圆的顶面,变成一个合格率问题,当切片接近芯片的有源区域时,主要依靠刀片磨砂粒度、冷却剂流量和进给速度。
背面碎片发生在晶圆的底面,当大的、不规则微小裂纹从切割的底面扩散开并汇合到一起的时候。当这些微小裂纹足够长而引起不可接受的大颗粒从切口除掉的时候,BSC变成一个合格率问题。如果背面碎片的尺寸在10um以下,忽略不计。另一方面,当尺寸大于25um时,可以看作是潜在的受损。可是,50um的平均大小可以接受,示晶圆的厚度而定。
蓝膜由于受其温度影响乃粘性度会发生变化,而且本身粘性度较高,因此,一般较大面积的芯片或者wafer减薄划切后直接进行后封装工艺,而非直接进行倒封装工艺做Inlay时,可以考虑使用蓝膜。
晶圆倒片机是用来调整集成电路产线上晶圆生产材料序列位置的一款设备,它的任务是将产线上的晶圆通过制程需要进行分批、合并、翻转后进行下一道程序,这就要求晶圆倒片机拥有的传送效率和洁净程度。通俗来讲,更方便制造芯片,并且能够在高度环境要求下制造更好的芯片。
- 晶圆挑片器,半导体挑片机,晶圆挑片器,晶..
- 半导体设备
- 河南郑州
- 张日平


